

Ob Zahnschienen oder Orthesen für Bänderrisse – in der Medizintechnik gibt es viele personalisierte Produkte. „Für solche Produkte, die in Losgröße 1 hergestellt werden, bieten sich additive Fertigungsverfahren geradezu an“, sagt Anne Rathje, Projektingenieurin am IPH-Institut für Integrierte Produktion Hannover. „Die Herausforderung besteht aber derzeit darin, dass man für patientenindividuelle, additiv gefertigte Produkte einen riesigen Prüfaufwand mit sehr vielen Proben betreiben muss. Denn der Prozess – ganz gleich, welches additive Verfahren man wählt – ist nicht zu 100 % kontrollierbar.“

(Bild: IPH)
Es gebe sehr viele Parameter und Umwelteinflüsse, die den Prozess beeinflussen, daher wisse man nie genau, wie die Qualität des Bauteils am Ende sein werde. „Die Medical Device Regulation fordert aber einen Prozessfähigkeitsnachweis in der gesamten Lieferkette, um die Risiken in der Fertigung einordnen zu können.“
Norm ISO/ASTM 52920: Neues zum Qualitätsmanagement in der additiven Fertigung
3D-Druck für die Medizin: Fertigungsanlagen im Griff haben
Um diesen erbringen zu können, müssen Anwender laut Rathje „ihre Fertigungsanlagen für additive Fertigung sehr gut im Griff haben und kontinuierlich warten.“ Doch auch dies reicht nicht bei jeder Anlage: „Je günstiger eine Anlage ist, desto weniger Sensorik ist darin für die Prozesskontrolle verbaut, denn Sensoren sind teuer“, so ihre Einschätzung. „Daher integrieren derzeit viele Maschinenhersteller nur die notwendigste Sensorik.“ Im Forschungsprojekt Saviour hat das IPH nun in den vergangenen beiden Jahren mit dem Lehrstuhl für Fertigungsmesstechnik und Qualitätsmanagement des Werkzeugmaschinenlabors WZL der RWTH Aachen ein Sensorkonzept für das Überwachen von Prozessparametern sowie ein Qualitätsmodell entwickelt. Es wertet mit Hilfe künstlicher Intelligenz die generierten Daten aus und findet und prognostiziert Fehler im Prozess. Eine App macht dies transparent. Die Entwicklung erfolgte am Beispiel eines thermoplastischen Materialextrusionsverfahrens mit ABS-Kunststoff.
Offenes Sensornetzwerk für viele Additiv-Verfahren
„Die Idee ist aber, dass sich dieses offene Sensorkonzept als Grundgerüst auch für andere additive Fertigungsanlagen und -verfahren, also auch für metallverarbeitende, nutzen lässt – gegebenenfalls mit anderen Sensoren und Änderungen bei der Vorverarbeitung der Daten“, so Rathje.
Dass die Prozesskontrolle ein wesentlicher Bestandteil der Qualitätssicherung in der additiven Fertigung ist, bestätigt Dr. Kai Hilgenberg, Leiter des Fachbereichs Additive Fertigung metallischer Komponenten der Bundesanstalt für Materialforschung und -prüfung (BAM): „Die gute Nachricht ist: Ein Großteil möglicher Defekte bekommt man durch die richtige Einstellung der Prozessparameter der Anlage gut in den Griff, auch wenn dies in der Praxis nicht immer ganz einfach ist. Generell gestaltet sich die Qualitätssicherung in der additiven Fertigung oft schwierig, da alle Verfahren extrem empfindlich auf sich verändernde Umgebungseinflüsse und Parameterveränderungen reagieren.“
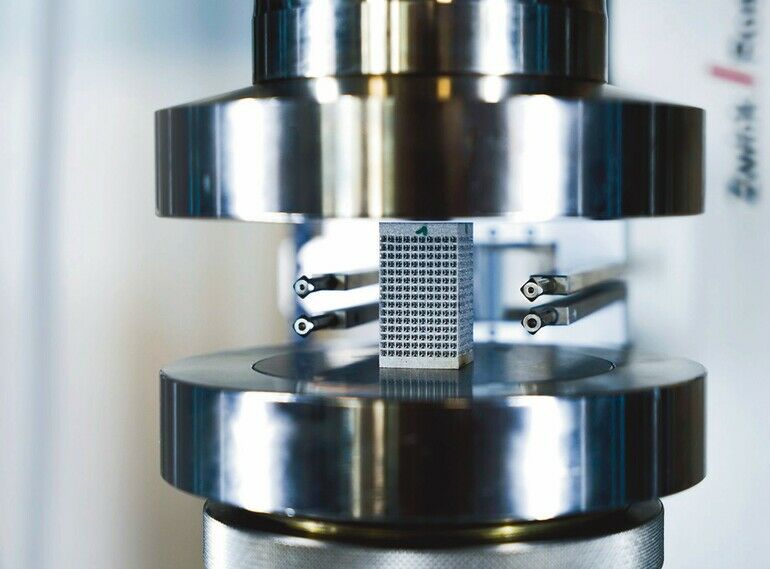
(Bild: Zwickroell)
Qualität im 3D-Druck: Schmelzbadtiefe, -länge und -breite spielen eine Rolle
Man müsse sich klarmachen, dass etwa beim pulverbettbasierten Laserstrahlschmelzen (Laser Powder Bed Fusion, kurz LPBF), dem wichtigsten additiven Verfahren für Metall, sowohl die Schmelzbadtiefe als auch die Schmelzbadlänge und -breite nicht immer zu 100 % konstant seien. Die Werte schwanken vielmehr um Mittelwerte herum. Hilgenberg: „Bei einem kleinen Würfel mit einem Kubikzentimeter Volumen haben wir circa 135 Meter geschweißte Strecke, also 135 Meter Vektoren, die der Laser umschmolzen hat. Das heißt, es kommt auf eine hohe Stabilität der Prozessführung an – und die ist nicht immer einfach zu erreichen.“

(Bild: BAM)
Der BAM-Experte nennt als Beispiel für einen typischen Defekt die so genannte Keyhole-Porosität. Dabei handelt es sich um 20 bis 100 µm große Hohlräume, die bei Geschwindigkeitsänderungen des Lasers oder auch des Elektronenstrahls vorzugsweise bei den Umkehrpunkten der Vektoren an den Randpunkten eines Bauteils entstehen. „Kommen sie vereinzelt vor, bereiten sie keine Probleme. Wenn sie aber perlschnurartige Konfigurationen bilden, sind sie durchaus kritisch für die mechanischen Eigenschaften des Bauteils. Schwingfestigkeit, Bruchfestigkeit, Korrosions- und Ermüdungsbeständigkeit der Teile sind dann beeinträchtigt. Durch eine gute Parametrisierung lässt sich dies aber gut in den Griff bekommen“, so Hilgenberg.
Ungeschmolzene Pulverpartikel können Risse im 3D-gedruckten Bauteil verursachen
Der gefürchtetste Defekt beim LPBF, der sich laut Hilgenberg aber ebenfalls durch eine gute Prozesskontrolle abwenden lässt, ist der Bindefehler, der auch aus der Schweißtechnik bekannt ist. Er entsteht dadurch, dass der Anwender die Tiefe und Breite des Schmelzbads falsch eingeschätzt hat und er dadurch die einzelnen Bahnen mit einem zu großen Abstand geplant hat. Es bilden sich dann unregelmäßig ausgestaltete Hohlräume mit ungeschmolzenen Pulverpartikeln; prinzipiell kann dieser Fehler bei allen Werkstoffen auftreten, aber besonders bei sehr viskosen Schmelzen wie zum Beispiel Nickel-Basis-Legierungen.
Standards für das Regulatorische beim 3D-Druck in der Medizin sind schon in Arbeit
„Durch Bindefehler entstehen scharfkantige Spitzen, ein idealer Ausgangspunkt für Risse bei einer schwingenden Belastung“, erklärt der BAM-Experte. „Das heißt, diese Defekte, die von einem Hohlraum ab 30 Mikrometer bis hin zur Delamination, bei der sich einzelne Schichten lösen, reichen, müssen möglichst verhindert werden. Hilfreich ist, sich in einem metallographischen Querschliff im Mikroskop anzuschauen, wie breit und tief die Schmelzbäder sind.“
Qualitätssicherung: Es geht auch um die Schritte vor und nach dem 3D-Druck
Allerdings haben Defekte laut BAM ihre Ursache teilweise auch in den vor- und nachgelagerten Schritten. Vorgelagert ist zum Beispiel die Materiallagerung. Durch das Einhalten der richtigen Lagerbedingungen kann man nach Einschätzung von Hilgenberg bei LPDB-Verfahren eine Feuchtigkeitsaufnahme des Ausgangsmaterials und damit typische Fehlerbilder wie Gasporen oder metallurgische Poren vermeiden. „Ursache dafür sind Löslichkeitsverluste von Gasen. Insbesondere gast Wasserstoff bei dem Erstarren in der Metallschmelze gerne aus, vor allem bei Aluminium-Legierungen.“ Die Wirkung: Ein hoher Anteil von Poren reduziere die Schwingfestigkeit des additiv gefertigten Bauteils. „Auf die statische Festigkeit hat dies allerdings nur geringen Einfluss.“
Die richtige Materiallagerung ist zwar das eine, doch hat das IPH im Projekt Saviour festgestellt, dass selbst innerhalb eines ABS-Masterbatches Rollen unterschiedlicher Qualität auftauchten. „Solche Ausreißer lassen sich nur mit Zugproben des Filaments identifizieren“, sagt IPH-Forscherin Rathje.
Nachgelagerte Prozesse, die wiederum die Qualität von Bauteilen beeinflussen, sind bei nahezu allen additiven Fertigungsverfahren notwendig. „Das Entpulvern zum Entfernen der Stützstrukturen zum Beispiel ist aktuell noch ein sehr manueller Prozess. Und danach müssen die Bauteile in der Regel spannungsarm geglüht werden, um das Niveau der Eigenspannungen zu reduzieren. Darauf kann man nur bei bestimmten Aluminiumlegierungen verzichten“, erklärt Hilgenberg.
Er betont: „Gerade bei sicherheitsrelevanten Bauteilen ist es wichtig, Defekte sicher ausschließen zu können – und da reichen in der Regel die Charakterisierung des Ausgangsmaterials und das Einstellen von Maschinenparametern allein nicht aus. Da sollte man mit geeigneten Prüfverfahren wirklich genauer nachschauen.“
3D-Druck von Medizinprodukten: Einstieg dauert, aber es lohnt sich
Normen zu Defekten gibt es noch nicht
Die BAM wird immer wieder mit Fragen von Anwendern konfrontiert wie: Wie viele Defekte dürfen wir uns bei der additiven Fertigung erlauben? Gibt es Obergrenzen von diesen Defekten? Wie groß dürfen diese sein? Eine Antwort darauf kann die Bundesbehörde noch nicht geben. „Es gibt aktuell in der additiven Fertigung noch keinen allgemeingültigen Aussagen und Bewertungskategorien und -kriterien, wie wir sie zum Beispiel mit der DIN EN ISO 5817:2014-6 aus der Schweißtechnik kennen. Dies ist aber Forschungsgegenstand“, stellt Hilgenberg klar.
In der ISO 5817:2014-6 ist zum Beispiel angegeben, wie groß eine Pore oder ein Riss sein darf. Statt einer Norm geben Endanwender heute selbst Höchstwerte für ihre Abnahmeprozesse an. „Welche Qualitätsfaktoren für ein Bauteil greifen, ist ja je nach Anwendung sehr individuell. Das können schöne Oberflächen sein oder auch mechanische Eigenschaften wie Hochfestigkeit“, ergänzt IPH-Forscherin Rathje.
Auch das Prüfen gehört zur Qualitätssicherung beim 3D-Druck
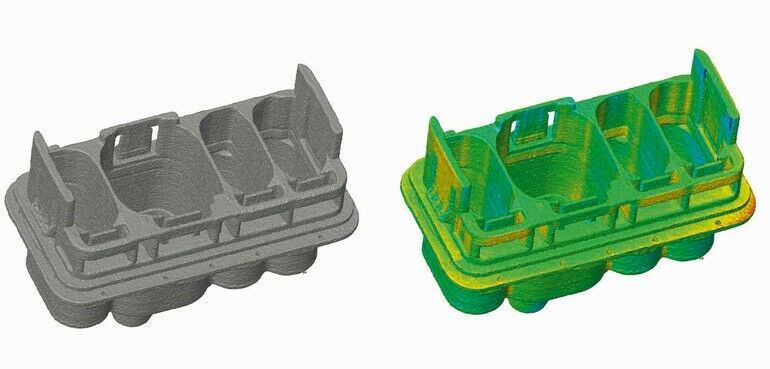
Neben Insitu-Monitoring-Lösungen für die Prozessüberwachung sind Prüfmaschinen etwa für Zug- oder Dauerschwingversuche sowie die Metallografie die Mittel der Wahl für die Qualitätssicherung in der additiven Fertigung. „Der Goldstandard bei der Prüfung der fertigen Bauteile auf Defekte ist aber aktuell die Computertomografie, kurz CT“, sagt Prof. Bruno Giovanni, Leiter des Fachbereichs Mikro-Zerstörungsfreie Prüfung an der BAM. „Mit der CT lassen sich sowohl Wanddicken als auch Oberflächenrauheiten sowie Abweichungen bei Form und Größe von additiv gefertigten Bauteilen ermitteln.“ Dabei seien – wie mit dem Mikroskop – beliebige Schnitte durch das Bauteil machbar.

(Bild: 1zu1)
Und auch Restpulver in Gitterstrukturen entdecke die CT. „Dies ist besonders in medizinischen Anwendungen wie Implantaten wichtig.“ Die BAM hat für diese Anwendung eigens eine KI-Lösung entwickelt. Auch Pulvercharakterisierungen sind mit CT möglich: Porosität und Größenverteilungen macht sie transparent. Giovanni: „Dies ist sowohl bei neuem als auch bei rezykliertem Pulver von Vorteil.“
Angesichts der hohen Komplexität der Qualitätssicherung in der additiven Fertigung gibt Giovannis Kollege Hilgenberg aber Entwarnung: „Defekte sind normal, das kennen wir ja von anderen. 100 Prozent perfekte Bauteile gibt es nirgendwo. Das kann also auch gar nicht der Maßstab für die additive Fertigung sein. Wir müssen vielmehr besonders kritische Defekte ausschließen und auch ein bisschen lernen, mit den Defekten zu leben.“
Weitere Informationen
Zur BAM: www.bam.de
Zum IPH: www.iph-hannover.de
Zum WZL der RWTH Aachen: www.wzl.rwth-aachen.de
3D-Druck: Bis hin zum digitalen Zertifikat
Die Deutsche Akkreditierungsstelle Dakks, die Physikalisch-Technische Bundesanstalt (PTB), das Deutsche Institut für Normung (DIN), die Bundesanstalt für Materialforschung und -prüfung (BAM) sowie die Deutsche Kommission Elektrotechnik Elektronik Informationstechnik (DKE) haben die gemeinsame Initiative Qualitätsinfrastruktur Digital (QI-Digital) gestartet. Zusammen mit Partnern aus der Industrie wollen sie etablierte Strukturen und Prozesse der Qualitätssicherung digitalisieren.
Zu den ersten Pilotprojekten gehört eine digital gestützte Qualitätssicherung für die additive Fertigung im Mittelstand. Dabei werden zerstörungsfreie Prüfmethoden, neue digitale Methoden für die Bewertung von Prozess- und Messdaten sowie Normen und Konformitätsbewertungsinfrastrukturen für die digitale Prüfung, Inspektion sowie Zertifizierung von Betrieben, Anlagen und Prozessen entwickelt.
An der BAM ist dafür das Reallabor Additive Fertigung für den Mittelstand entstanden. Hier werden Methoden entwickelt, um eine konstante Qualität der Bauteile sicherzustellen. Ziel ist es, den gesamten Produktionsprozess zu digitalisieren.
So soll ein digitaler Werkzeugkasten entstehen, der unter anderem maschinenlesbare Standards sowie digitale Prüfberichte und Zertifikate bereitstellt. Neben der Investition in moderne Anlagen wurde ein Netzwerk für das Reallabor aufgebaut. Alle Anlagen vom 3D-Drucker über den Wärmeofen bis zum 3D-Scanner sind miteinander vernetzt und sammeln kontinuierlich Daten während der Produktion. Aus den Daten ermittelt das Team mithilfe künstlicher Intelligenz die qualitätsrelevanten Informationen und entwickelt daraus Algorithmen zur automatischen Defekterkennung.
Leitfaden für die Materialextrusion
Das Fraunhofer IPA und die Universität Bayreuth haben den Anwenderleitfaden „Qualitätssicherung in der additiven Materialextrusion“ (MEX) für die Serienfertigung erstellt. Darin sind wesentliche Handlungsempfehlungen zur qualitativen und quantitativen Bestimmung der Qualität eines additiv gefertigten Bauteils zusammengestellt, die bei der Planung, Fertigung und Kontrolle in der additiven MEX-Prozesskette von Bedeutung sein können. Zudem wird beschrieben, welche Teilprozesse entlang der Prozesskette einen relevanten Einfluss auf die Bauteilqualität und Reproduzierbarkeit haben. Diese Teilprozesse bilden die Basis für ein universell anwendbares Vorgehensmodell, mit dem sich die Bauteilqualität beurteilen lässt. Neben dem Erfassen der Bauteilqualität berücksichtigt es auch den Qualitätssicherungsprozess.
Hierfür haben die Forscher für die Vergleichbarkeit von Bauteilen ein Güteklassensystem entwickelt. Es ermöglicht die objektive Quantifizierung der Bauteilqualität. Dazu werden existierende Normen und Richtlinien der additiven Fertigung herangezogen, die für MEX geeignet sind. Kern des Vorgehen ist das Evaluieren von Qualitätsmerkmalen und deren Prüfverfahren anhand geeigneter Prüfkörper und Referenzbauteile. Deren Qualität wird quantitativ und qualitativ mittels einer Qualitätsmatrix bewertet. Der Fokus liegt auf Zugfestigkeit, Oberflächenbeschaffenheit sowie Form- und Maßhaltigkeit. Dieser prozessbezogene Ansatz ist vor allem in der Medizintechnik Voraussetzung, um eine Zertifizierung zu erhalten.

Hier finden Sie mehr über:





{kind=link}