

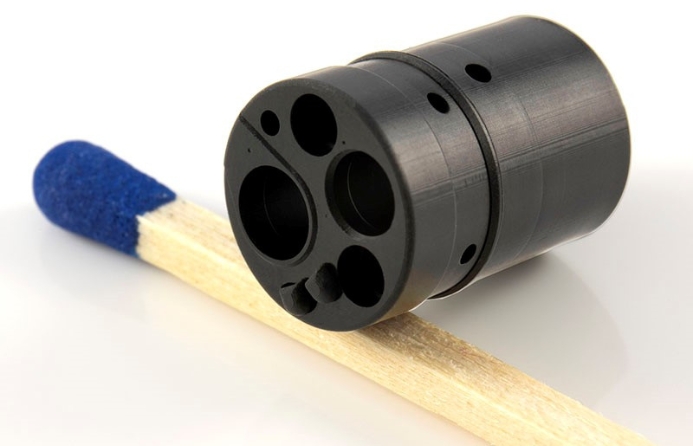
Wenn die Nadel am flachen Ende nicht wäre, würde man das auf dem Besprechungstisch in der Samaplast- Firmenzentrale in St. Margrethen liegende Spritzgießteil auf den ersten Blick für einen gewöhnlichen Kabelbinder halten. „Ärzte sind am Ende auch Handwerker“, sagt Stefan Okle, CEO von Samaplast, mit einem Augenzwinkern und erklärt, dass die Idee für dieses Produkt namens Zip-Fix tatsächlich von einem Herzchirurgen stammt. Entwickelt wurde es schließlich von De Puy Synthes – Mitglied der Johnson & Johnson Gruppe – in Zusammenarbeit mit Samaplast. Seit der Markteinführung im Jahr 2011 wurden in mehr als 100.000 Thoraxoperationen Zip-Fix-Verbindungselemente eingesetzt.
Inhaltsverzeichnis
1. Peek im Belastungstest fester als Draht
2. Zip-Fix-Element verbleibt nach OP auf Dauer im Körper
3. Im Reinraum spielt die Holmlose ihre Vorteile aus
4. Feinste Strukturen hochpräzise abformen
5. Hermetisch abgeschlossenes Hydrauliksystem verhindert Kontamination
6. Samaplast setzt auf holmlose Maschine
7. Holmlose Maschinen erleichtern den Werkzeugwechsel
8. Höhere Flexibilität bei Werkzeugaufspannung
9. Niedriger Energieverbrauch und keine Kühlung
10. Zusammenarbeit der Partner stimmt
Peek im Belastungstest fester als Draht
Das Durchtrennen und Wiederverschließen des Brustbeins ist immer mit Risiken verbunden. Der Brustkorb schützt lebenswichtige Organe und muss – zum Beispiel beim Niesen – sehr hohe Drücke aushalten. Stand der Operationstechnik war bis in die 2010er-Jahre der Verschluss des Brustbeins mit Drahtschlingen. Nach Studien von DePuy Synthes bietet das Kunststoffimplantat, das aus biokompatiblem Peek gefertigt wird, gegenüber Draht mehr Sicherheit für die Patienten. In Belastungstests hat sich das Material als ermüdungsresistenter und dauerfester als Draht erwiesen. Außerdem schneidet Zip-Fix aufgrund der größeren Kontaktfläche nicht so leicht in den Knochen ein.
Für den Operateur erleichtert die Innovation zudem die Arbeit. Die gebogene Nadel lässt sich leicht durch das Gewebe zwischen den Rippenbögen hindurchschieben, um den Binder einzufädeln. Sind alle Zip-Fix-Elemente platziert, werden die Nadeln abgetrennt, die Binderenden durch die Verriegelungsköpfe gezogen, festgezurrt und die überstehenden Enden mit einem speziellen Schneidinstrument abgetrennt. Je nach Anatomie des Patienten kommen pro Operation drei bis fünf Elemente zum Einsatz. Wie bei einem herkömmlichen Kabelbinder verhindert die Orientierung der gerippten Oberflächenstruktur im Kopfelement und entlang der Zunge, dass sich die Verbindung lockern oder gar lösen kann.
Zip-Fix-Element verbleibt nach OP auf Dauer im Körper
Im zugezogenen Zustand zeigt sich ein weiterer Unterschied zum herkömmlichen Kabelbinder: Das Kopfelement liegt beim Zip-Fix-Element im Schlaufeninneren in Richtung Gewebe. Dieses Detail verhindert, dass die Verbindungselemente als kleine Erhebungen entlang des Brustbeins durch die Haut hindurch dauerhaft sichtbar sind. Üblicherweise werden die Verbindungselemente nicht entfernt, auch wenn das Brustbein mit der Zeit wieder zusammenwächst.
Im Reinraum spielt die Holmlose ihre Vorteile aus
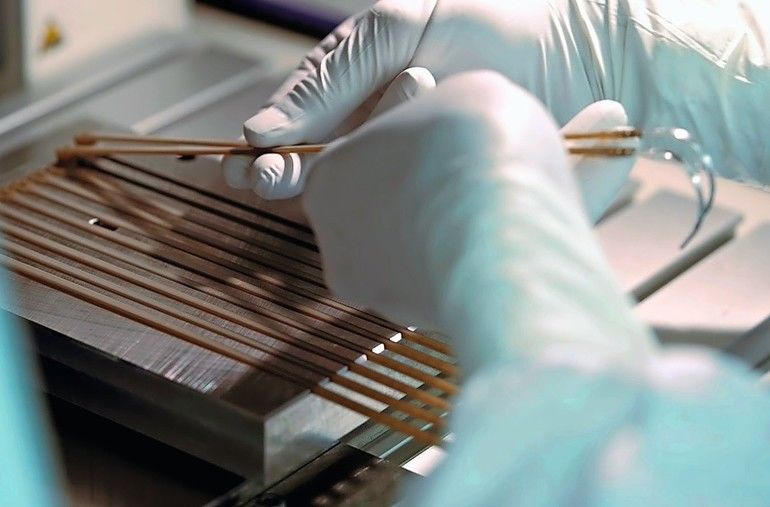
Von allen Medizinprodukten aus Kunststoff stellen Implantate die höchsten Anforderungen an die Herstellungsprozesse. Samaplast hat sich als Lohnfertiger auf klinisch reine Produkte spezialisiert und betreibt in St. Margrethen im Osten der Schweiz drei Reinräume für die Spritzgießverarbeitung. Zip-Fix wird in einem Reinraum der Klasse ISO 7 auf einer E-Victory Hybridmaschine der Engel Austria GmbH, Schwertberg, mit elektrischem Spritzaggregat und servohydraulischer, holmloser Schließeinheit in Reinraumausführung produziert. Die Nadeln werden manuell in das Mehrkavitätenwerkzeug, das Samaplast im eigenen Werkzeugbau hergestellt hat, eingelegt und mit Peek umspritzt. Dafür werden sie zuvor in einer Schleusenreinigungsanlage mit Reinstwasser gespült, getrocknet und direkt von der Reinigungskammer aus in den Reinraum eingeschleust. Nach dem Spritzgussprozess werden die Zip-Fix-Elemente von einem Mitarbeiter entnommen, visuell geprüft und vermessen, laserbeschriftet und steril verpackt.
Feinste Strukturen hochpräzise abformen
„Wichtig ist, dass die Oberflächenstruktur mit den feinen Rippen exakt abgeformt wird, da die Verbindungselemente sonst nicht sicher funktionieren können“, sagt Boris Scheffknecht, Geschäftsleiter Prozesse und Qualitätsbeauftragter von Samaplast. „Auf die Präzision der Spritzgießmaschinen müssen wir uns hundertprozentig verlassen können.“ Hierzu tragen vor allem zwei Faktoren bei: Das zentrale Biegegelenk Flex Link hält bei der holmlosen E-Victory Spritzgießmaschine die beiden Werkzeughälften auch unter Schließkraft exakt parallel, und zugleich verteilen die hinter der beweglichen Aufspannplatte sitzenden Force Divider die Schließkraft gleichmäßig über die Trennebene. „Auch beim Einsatz von Mehrkavitätenwerkzeugen resultiert eine konstant hohe Teilequalität“, erklärt Franz Pressl, Produktmanager für die holmlosen E-Victory- und Victory-Maschinen bei Engel.
Hermetisch abgeschlossenes Hydrauliksystem verhindert Kontamination
Ausschlaggebend für die Präferenz holmloser Spritzgießmaschinen ist aber primär die Tatsache, dass die Maschinen im Reinraum stehen. „Für den Reinraum bietet die barrierefreie Schließeinheit enorme Vorteile“, betont Okle. „Holme sind immer potenzielle Schmutzträger.“ Um auch eine Kontamination mit Schmierstoffen zuverlässig auszuschließen, ist das Hydrauliksystem der E-Victory hermetisch abgeschlossen. Samaplast setzt ausschließlich lebensmittelzugelassene H1-Öle ein, die bereits zur Erstbefüllung vor der Maschinenabnahme ins Engel-Werk geliefert werden. Reinraum und Hydraulik schließen sich für Samaplast nicht aus: Auch vollhydraulische Victory-Maschinen arbeiten dort im Reinraum. Dass in jüngster Zeit in E-Victory-Hybridmaschinen investiert wird, liegt an der höheren Präzision beim Einspritzen. „Wir erreichen schneller einen stabilen Prozess“, sagt Scheffknecht.
Samaplast setzt auf holmlose Maschine
1989 präsentierte Engel als weltweit erster Spritzgießmaschinenbauer eine Spritzgießmaschine mit holmloser Schließeinheit. Nur ein Jahr später stand eine erste Holmlose – eine 50-Tonnen-Maschine – bei Samaplast. „Unser damaliger technischer Leiter war absolut technikbegeistert. Er hatte das innovative Prinzip sofort verstanden und das große Potenzial der Holmlostechnik schnell erkannt“, erzählt Okle, der aber auch weiß, dass manche anderen Mitarbeiter dem neuen Konstruktionsprinzip durchaus skeptisch gegenüberstanden. „Es wurde damals sehr viel gemessen und mit den Werkzeugen experimentiert. Die neue Holmlose wurde wirklich auf Herz und Nieren getestet“, so Okle. Sie hat die Tests bestanden und sich im Haus schnell durchgesetzt. Von den heute 28 Spritzgießmaschinen am Standort, die sich auf die drei Reinräume sowie zwei Fertigungsbereiche für technische Produkte aufteilen, besitzen nur vier Holme. Die erste holmlose Maschine aus dem Jahr 1990 wurde erst vor zwei Jahren abgelöst. Bis dahin hatte sie viele Millionen Gehäuse und Verschlüsse für Aerosol-Inhaler produziert.
Holmlose Maschinen erleichtern den Werkzeugwechsel
Als Lohnverarbeiter braucht Samaplast einen flexiblen Maschinenpark. Das Schließkraftspektrum reicht von 25 bis 400 Tonnen. Alle Maschinen sind mit einem Roboter ausgerüstet. Nur einzelne wenige Anwendungen laufen über mehrere Wochen durch. Von einigen anderen Produkten dagegen werden im Jahr nur wenige hundert Stück benötigt. Das bedeutet häufige Werkzeugwechsel, und auch hier spielt die Holmlostechnik ihre Vorteile aus. „Wir haben einen unserer Reinräume ins bestehende Gebäude integriert, und er ist deshalb besonders niedrig“, erklärt Urs Edelmann, Produktionsleiter von Samaplast. „Über den Maschinen ist nicht ausreichend Platz, um die Werkzeuge von oben einzubringen. Das geht nur von der Seite aus, was die holmlosen Maschinen optimal unterstützen.“ Samaplast nutzt für das Werkzeughandling Autokräne. Größere Maschinen rüstet Engel für Samaplast bereits ab Werk mit einem neben der Schließeinheit montierten Schwenkarm aus.
Das Plus an Bewegungsfreiheit im Werkzeugeinbauraum macht es möglich, sehr große Werkzeuge in vergleichsweise kleinen Spritzgießmaschinen aufzuspannen. Dies ist ein weiterer Effizienzfaktor, der vor allem im Reinraum zu Buche schlägt. „Je kleiner die Maschine, desto geringer die Emissionen“, verdeutlicht Pressl. Vor allem bei Vielkavitätenwerkzeugen macht sich dieser Effekt bemerkbar. Denn bei ihnen liegt die für den Spritzgießprozess benötigte Schließkraft häufig deutlich unter der Schließkraft, die eine Holmmaschine für das Aufspannen des großen Werkzeugs mitbringen muss.
Höhere Flexibilität bei Werkzeugaufspannung
Was die Werkzeuggröße anbelangt, fällt beim Rundgang durchs Werk ein Achtfachwerkzeug für Zahnimplantatverpackungen ins Auge. Dieses nutzt die Fläche der Werkzeugaufspannplatten der 120-Tonnen-Holmlosmaschine tatsächlich bis an deren Ränder vollständig aus. Wollte man es in einer Holmmaschine aufspannen, müsste diese deutlich größer sein. Auch könnte der Roboter zum Entformen der Behälter nicht von der Seite aus die Kavitäten erreichen. Dabei wäre eine automatisierte Entnahme von oben aufgrund der niedrigen Raumhöhe gar nicht möglich.
Bei den Zip-Fix-Elementen, die manuelle Arbeitsschritte erfordern, steigert die Holmlostechnik wiederum die Ergonomie. „Im Schutzanzug und mit Handschuhen ist man froh, wenn man sich nicht durch Holme bücken muss“, sagt Edelmann.
Niedriger Energieverbrauch und keine Kühlung
30 Jahre Holmlostechnik hat Samaplast begleitet und so manche Weiterentwicklung mitangestoßen. Der gravierendste Entwicklungsschritt aus Sicht von Stefan Okle war die Einführung von Ecodrive im Jahr 2008. Die Servohydraulik spart Verlustenergien ein, indem bei Bewegungsstillstand – zum Beispiel während des Kühlens – der Antrieb ruht und keine Energie verbraucht. Seit 2016 gehört Ecodrive zum Standardumfang aller victory und E-Victory-Maschinen von Engel, die damit in manchen Anwendungen das niedrige Energieverbrauchsniveau vollelektrischer Maschinen erreichen. Ein positiver Nebeneffekt ist, dass auch der Aufwand für die Ölkühlung reduziert werden kann oder – je nach Anwendung – ganz entfällt. „Das Kühlsystem, das wir ursprünglich für die Spritzgießmaschinen installiert hatten, nutzen wir heute komplett anders“, berichtet Edelmann. „Unsere Maschinen kommen ohne Kühlung aus.“ Und das reduziert nicht nur die Produktionskosten. Noch wichtiger ist, dass die an den Reinraum abgegebene Wärme- und Partikellast sinkt, weil keine Verlustenergie in Form von Wärme über das Hydrauliköl abgeführt werden muss.
Zusammenarbeit der Partner stimmt
Die besonderen Merkmale der holmlosen Spritzgießmaschinen haben im Laufe der letzten 30 Jahre auch die jüngeren und neu hinzugekommenen Mitarbeiter bei Samaplast immer wieder aufs Neue überzeugt. Die technologischen Fakten sind aber nur eine Seite der Medaille. Ebenso wichtig ist für CEO Stefan Okle der Faktor Mensch, die Zusammenarbeit mit seinem Maschinenbaupartner. „Das Teamwork mit Engel Schweiz und der Medical Business Unit in Österreich funktioniert sehr gut“, betont Okle. „Mit individuellen Anforderungen stoßen wir immer auf offene Ohren, und auch das Team hier vor Ort hat ein tiefes Medical-Verständnis.“
Weitere Informationen
Zum Spritzgießmaschinenhersteller:
www.engelglobal.com
Zum Kunststoffverarbeiter:
www.samaplast.ch
Kontakt zum Spritzgießmaschinenhersteller:
Engel Austria GmbH
Ludwig-Engel-Straße 1
A-4311 Schwertberg
Tel.: +43 (0)50 620-0





{kind=link}