
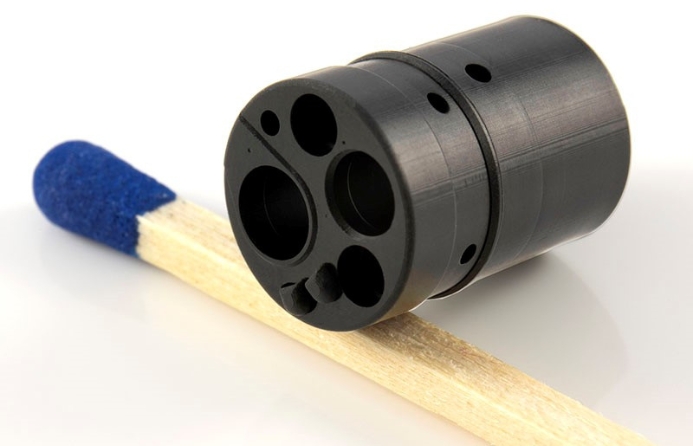
Knochensägen-Führungsblöcken werden gebraucht, um das Sägeblatt bei Hüft- und Knieersatz-Operationen zu positionieren und zu führen. Um die herzustellen, werden verschiedener Technologien inklusive Fräsen, Lasermarkierung und Draht-Elektroerosion kombiniert. Gewöhnlich sind die Führungsblöcke aus gehärtetem Edelstahl gefertigt und verfügen über glattkantige, exakte Führungsnuten in Verbindung mit einer matten Außenfläche – um zu vermeiden, dass das helle Licht der OP-Leuchte reflektiert und die Sicht des Chirurgen stört. Das Technologie-Portfolio von GF Machining Solutions ermöglicht eine effiziente Fertigung dieser Teile mithilfe einer vollautomatischen Zelle und liefert die ideale Lösung für diese und weitere chirurgische Instrumente.
Im Mittelpunkt der Lösung stehen die Work Shop Manager (WSM) Software, Roboter sowie das Palettenspeichersystem von System 3R. WSM ist ein digitales Kommandozentrum, das Fertigungsanweisungen erteilt und sowohl den Produkt- als auch den Datenstrom in der Zelle regelt. Ebenfalls von entscheidender Bedeutung sind das Palettiersystem und das Nullpunkt-Spannsystem des Anbieters System 3R, welches das Werkzeug in Fertigungssystemen positioniert. Die Datenverfolgung wird über einen integrierten RFID-Chip geregelt, der jeder Palette eine eindeutige Kennung zuweist.
Der Prozess beginnt, wenn Rohmaterial auf die System-3R-Paletten geladen wird und eine Messung mit CMM erfolgt, um eventuelle Abweichungen zu erfassen. Die erhaltenen Informationen werden der jeweiligen Palettenkennung zugeordnet und an eine SQL-Datenbank, die Teil eines WSM-Systems ist, übertragen. Das WSM ist jedoch mehr als ein Planungstool: Es kann direkt mit dem ERP-System der Anlage verbunden werden, um Fertigungsanweisungen und CAM-Programme auf die jeweils erforderliche Maschine zu laden. Anschließend wird eine Bestätigung mit den Produktdaten zurück an das Anlagen-ERP geschickt. Dies trägt dazu bei, die Anforderungen nach ISO 13485 zu erfüllen.
Fräsen ist der erste Fertigungsvorgang und verleiht dem Werkstück seine Form wie auch die meisten seiner Merkmale. Dank des Direktantriebs für alle fünf Achsen, der vielseitigen Step-Tec-Spindel mit 42 000 min-1 sowie einer hohen Dynamik ist die Mikron Mill S 400 U dabei eine gute Wahl. Sie zeigt ihre Stärke bei mittleren Stückzahlen und komplexen Formen, gefertigt aus schwer trennbaren Materialien wie Titan.
Fräsen: Fünf Achsen ermöglichen komplexe Formen
Der Führungsblock wird in nur 46 min aus vakkuumgehärtetem (45 HRC) 17-4-Edelstahl geschnitten, mit einer Oberflächenrauheit von weniger als Ra 0,5 µm. Die Mill S verfügt zudem über eine Software zur automatischen Maschinenkalibrierung (AMC), die dauerhaft absolute Präzision der Maschine selbst bei anspruchsvollen Bedingungen gewährleistet. Mit AMC dauert die Kalibrierung nur wenige Minuten. Wenn die Software zu Beginn jeder Charge verwendet wird, ist sichergestellt, dass die Teile gleich beim ersten Mal korrekt gefertigt werden.
Von der Fräsmaschine wird der halbfertige Führungsblock an eine Agie Charmilles Laser P 400 U weitergegeben, eine fünfachsige Fertigungszelle mit einem 30-W-Laser. In diesem System finden zwei Prozesse statt: Zunächst wird die Außenfläche mit willkürlich verteilten Laserimpulsen bestrahlt, um eine ähnliche Rauheit wie beim Sand- oder Granulatstrahlen zu erreichen. Dies sorgt für die matte Oberfläche, die bei diesem Instrumententyp so wichtig ist. Zweitens werden Ziffern, Buchstaben und weitere Markierungen wie die UDI eingraviert.
Im Vergleich zu traditionellen Verfahren bietet die Verwendung eines Lasers mehrere Vorteile: Er erfordert kein Abdecken oder andere manuelle Eingriffe bei der Oberflächenstrukturierung. Durch die digitale Methode ist der Vorgang auch leichter reproduzierbar als beim Granulatstrahlen. Und das Wichtigste: Es besteht kein Risiko, dass Granulat- oder Sandpartikel nach der Bearbeitung auf dem Werkstück verbleiben, sodass auch keine Partikel abgespült werden müssen.
Laser sorgt für Sauberkeit und Fälschungssicherheit
Das Werkstück bleibt sauber, und die gesamte Arbeit kann in einer einzigen Aufspannung erfolgen, was Energie spart und sowohl die Materialabfallmenge als auch das Risiko von Einspannfehlern reduziert. Und schließlich kann die Agie Charmilles Laser P 400 U effektive Fälschungsschutzmerkmale auf ein Werkstück aufbringen, zum Beispiel durch Einbettung versteckter Logos. Diese Technologie ermöglicht es Anwendern festzustellen, ob es sich bei einem medizinischen Instrument um ein Original handelt, indem sie beispielsweise ein Smartphone mit einer speziellen App verwenden.
Im Zentrum des Führungsblocks befindet sich eine präzise gefertigte Nut, die das Sägeblatt während der Verwendung stützt. Diese Nuten haben gewöhnlich angeschrägte Kanten, um die Einführung des Sägeblatts während des chirurgischen Eingriffs zu erleichtern. Die Agie Charmilles Cut P 350 bietet eine Draht-Elektroerosionslösung für diese Herausforderung. Die Cut-P-Reihe profitiert vom Quadrax-System, bei dem Tisch und Werkstück stabil bleiben und der Draht über die Achse bewegt wird, was sowohl gerade als auch gewinkelte Schnitte ermöglicht. Darüber hinaus verfügt die Maschinenbasis über eine geringe Wärmeleitfähigkeit und einen Vibrationsdämpfer, der Präzision sicherstellt und die Oberflächenbearbeitung optimiert.
Kontakt zum Hersteller:
GF Machining Solutions Management SA
Roger-Federer-Allee 7
CH-2504 Biel
Hier finden Sie mehr über:





{kind=link}