
Bei der Herstellung von Filtern und Filtergehäusen für die medizinische Analyse von Flüssigkeiten ist Genauigkeit ein Muss. Das präzise Verschweißen von Kunststoffbauteilen und die volle Funktionsfähigkeit der Filtermembranen entscheiden über die Richtigkeit der Untersuchungsergebnisse.
Für eine neue Herstellungsanlage der Millipore Corporation in Irland hat der Bildverarbeitungsspezialist Gefasoft aus Regensburg Cognex In-Sight-5100-Vision-Sensoren eingesetzt. Zentrifugen-Filtereinheiten des irischen Herstellers werden in einer neuen vollautomatischen Fertigungslinie aus den einzelnen Bestandteilen bis zum gebrauchsfertigen Endprodukt aufgebaut.
Ein Werkstückträger-Transportsystem führt die Filtereinheit durch die verschiedenen Prozessmodule der Linie, die dort schritt-weise aufgebaut wird. Die Einzelbestandteile werden der Fertigungslinie in den jeweiligen Modulen zugeführt, vom Filterträger (Panel) am Anfang der Linie bis zur Schraubkappe des Probenröhrchens zum Schluss. In einigen dieser Fertigungsmodule sind Kamerasysteme integriert, um die Bauteile aus transparentem Kunststoff dem Schweißprozess zuführen oder nach dem Bedrucken des Filterhalters das Druckbild überprüfen zu können.
Insgesamt fünf intelligente Kompaktkameras sollen in drei Prüfstationen die richtige Verarbeitung der Komponenten gewährleisten. Zusätzlich ermöglicht der In-Sight- Explorer auch Nicht-Vision-Spezialisten, Parameter zu verändern. Dies war vor allem bei der Inbetriebnahme der Anlage sowie bei der Anpassung an Produktveränderungen von Vorteil, so das Unternehmen.
Die Anlage mit dem Namen Amicon 4/15 kann mit den zwei Produkttypen Amicon Ultra-4 (4ml) und Amicon Ultra-15 (15ml) gefahren werden. Diese bestehen jeweils aus einem vertikalen Kunststoff-Filtergehäuse mit zwei rechteckigen Filtereinsätzen, den so genannten Coupons, und einem umschließenden, verschraubbaren Kunststoffröhrchen. Eingesetzt in eine Zentrifuge passieren, je nach Beschaffenheit des Filters, unterschiedliche Flüssigkeitsbestandteile die Membran und sammeln sich am unteren Gehäuseende.
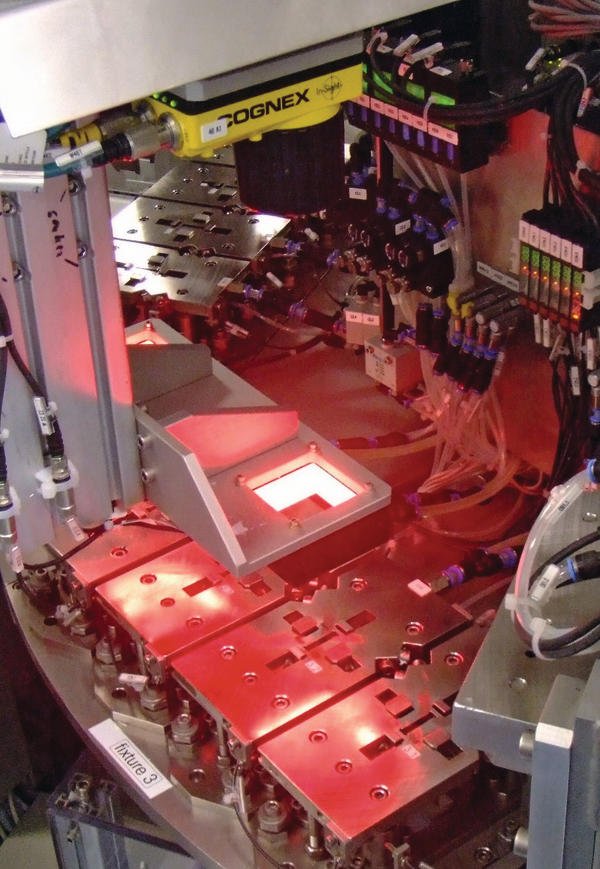
In der ersten Prüfstation der Fertigungslinie sorgen zwei In-Sight 5100 für die lagerichtige Zufuhr der Filtergehäuse aus einem Fördertopf. Eine konventionelle Sortierung der Bauteile zur lagerichtigen Zuführung über mechanische Schikanen ist wegen der Bauteilsymmetrie nicht möglich. Die Kompaktkameras sind etwa 140 mm über der Prüfposition in einem Winkel von 90° zur Bau-teiloberfläche angebracht.
Die im System Cognex In-Sight 5100 Vision integrierte Software kontrolliert die Kunststoffteile im Auslauf des Rüttelförderers auf Ausrichtung und Drehlage. Ohne eigenen Trigger durch die Anlage werden Bildaufnahmen mit einer Intervallzeit pro Bildaufnahme von etwa 30 ms angefertigt. Hat das Vision System ein Bauteil als lagerichtiges Gutteil bewertet, so sendet es an die Steuerung ein Signal zum kurzzeitigen Deaktivieren der Ausblasstation, ansonsten wird das Teil wieder zurück in den Fördertopf geblasen. Bei vier Möglichkeiten der Teileorientierung kommen Gutteile nur mit einer Wahrscheinlichkeit von 25 % an. Die hohe Bildfrequenz der Kamera in Verbindung mit dem hohen Teiledurchsatz des Fördertopfs liefert trotzdem ausreichend viele Filtergehäuse an die Fertigungslinie. Bei der Anlage lässt sich zusätzlich über ein digitales Interface ein Wechsel der Programme zur Kontrolle unterschiedlicher Bauteilgrößen ausführen. Im nächsten Prüfschritt kontrollieren zwei parallele Sensoren die richtige Verschweißung von Kunststoffteilen mit einer Filtermembrane in einer Greifervorrichtung.
Autarke Bildverarbeitungssysteme prüfen die Bauteile anhand unterschiedlicher Merkmale. Lage und Abmessung der Bauteile werden relativ zu den Positionen der Greifer berechnet. Die Membrane wird durch die Bildverarbeitung als weiße, zusammenhängende Fläche erkannt und in ihrer Ausdehnung vermessen. Das Verschweißen der Coupon-Membran auf dem Kunststoffträger erkennt die In-Sight-Kamera anhand einer geschlossen umlaufenden grauen Linie. Verunreinigungen oder Perforierungen der Membran treten unter der diffusen Auflichtbeleuchtung als dunkle Fehlstellen hervor.
Ein weiterer In-Sight 5100 kontrolliert in der Halterkontrolle die vollständige und lesbare Bedruckung der Filterhalter mit unterschiedlichen Maß- und Mengenangaben sowie deren Verbauung am Produkt. Das autarke Bildverarbeitungssystem befindet sich mit einem Abstand von rund 240 mm vor der Prüfposi tion und senkrecht zur Bauteiloberfläche. Ein automatischer Suchvorgang erkennt die Bauteile und ermittelt ihre Position. Im Anschluss daran werden die Positionen der aufgedruckten Füllmarken überprüft, die Beschriftungen der Füllmarken verifiziert und die Typenbezeichnung des Filterpanels geprüft. Zur Kontrolle des Aufdrucks lassen sich in der Kamera Mustervergleiche des aktuellen Bauteils mit einem Referenzbauteil durchführen.
Mittels eines Histogramms wird anschließend geprüft, ob der Coupon am Halter in richtiger Orientierung angebaut ist. Fehlt dieser, betrachtet die In-Sight-Kamera den weißen Hintergrund des Holders. Der gemessene Grauwert in der Suchregion wird von Weiß (255) bis Schwarz (0) abgestuft. Nur wenn der Messwert kleiner ist als der eingestellte Grenzwert (typischerweise maximal 120), wird das Bauteil mit gut bewertet.
Claudia Hahn Fachjournalistin in Regensburg
Ihr Stichwort
• Kamerasysteme
• Medizinische Filter
• Sensoren • Kunststoffbauteile • Fertigungslinie
Unsere Webinar-Empfehlung

Erfahren Sie, was sich in der Medizintechnik-Branche derzeit im Bereich 3D-Druck, Digitalisierung & Automatisierung sowie beim Thema Nachhaltigkeit tut.
Teilen:





{kind=link}