
Wenn ein Auftragsfertiger über eine neue Montagelinie nachdenkt, zählt vor allem eins: Flexibilität. Ein Konzept, das das Umrüsten der Anlage innerhalb einer halben Stunde ermöglicht, ist aber auch für andere Unternehmen interessant.
Die Freiburger Zentner Elektrik-Mechanik GmbH stellt im Auftrag anderer Unternehmen verkaufsfertige Produkte unter anderem für die Medizintechnik und die Elektroindustrie her. Die Mitarbeiter übernehmen ein breites Spektrum an Tätigkeiten: Sie montieren mechanische Baugruppen oder bestücken und verdrahten Schaltschränke. Die typischen Seriengrößen reichen von 500 bis 5000 Stück.
Bis vor etwa einem Jahr wurde ein Montageschritt an 30 Einheiten abgearbeitet und die Erzeugnisse zwischengelagert, bevor der nächste Montageschritt folgte. Die Nachteile dieses Verfahrens liegen auf der Hand: Große Materialbestände sind erforderlich, und um sperrige Teile zwischenzulagern, wird viel Platz gebraucht. Darüber hinaus verursacht das Konzept lange Durchlaufzeiten und kann nicht mit einem kontinuierlichen Materialfluss arbeiten. Da aber die Ansprüche an Wirtschaftlichkeit und Lieferzeit steigen, hatte die Unternehmensführung nach einem neuen Montagekonzept gesucht.
„Dabei haben wir verschiedenste Alternativen untersucht“, berichtet Geschäftsführer Achim Zentner. Ein externes Ingenieurbüro gab die Anstöße, und am Ende fiel die Entscheidung einstimmig: für die One-Piece-Flow-Montage (OPF) in einer U-Linie.
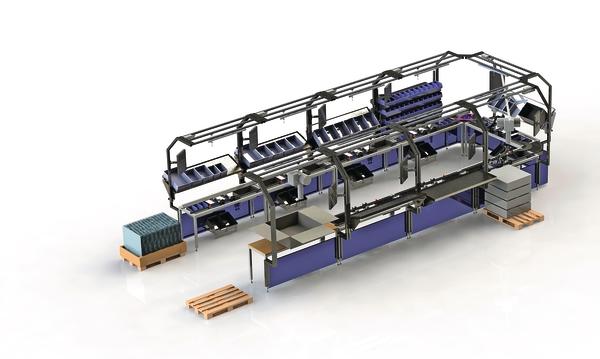
Als die Details geplant und die Montagelinie konstruiert wurde, stand die schnelle Umrüstbarkeit ganz oben auf der Anforderungsliste: Höchstens 30 Minuten sollte es dauern, um diverse Produkte in Stückzahlen unter 100 abwechselnd montieren zu können. Davon versprechen sich die Entscheider deutliche Wettbewerbsvorteile insbesondere bei kleinen und mittleren Stückzahlen.
Große Mengen voluminöser Komponenten zu den Arbeitsplätzen bringen zu können, war eine sehr firmenspezifische Forderung. Außerdem galt es, ein Handling für bis zu 80 kg schwere Baugruppen zu realisieren. Gemäß den Grundsätzen der japanischen Lean-Management-Philosophie wurde die Planung im eigenen Haus durchgeführt. Das Planungsbüro hat den Planungsprozess begleitet und Spezialwissen zur Lean Production eingebracht.
Das Material wird in Kleinladungsträgern von außen auf die Materialablagen gebracht. Beschriftungen ermöglichen es, die Position des Materials unverwechselbar zu bestimmen. Die Ablagen lassen sich in der Höhe und im Winkel verstellen und sind somit an die Behältergröße anpassbar. Das Besondere: Mit einem Hochhubwagen können sie aus ihrer Halterung entnommen und in Regalen abgelegt werden. So wird die Linie mit wenigen Handgriffen von einem zum nächsten Produkt umgerüstet. Der Materialfluss wird nach Volumen und Umschlagshäufigkeit des Artikels über Karten- oder Behälter-Kanban gesteuert.
Ein halbautomatisches Werkstückträgersystem bringt das Werkstück von Station zu Station. Der Werker verschiebt den Träger manuell zum nächsten Arbeitsplatz, wo der Träger durch eine simple Pneumatik selbsttätig und spielfrei arretiert wird. Auch hier wurde „lean“ gedacht: Die rein pneumatische Lösung beherrschen die Werker auch ohne Programmiererkenntnisse. Mit einem Drehteller lässt sich das Werkstück in beliebiger Rotationslage positionieren.
„Besonders stolz sind wir auf unser digitales Anzeigesystem für Arbeits- und Prüfpläne.“ so Zentner. Es zeigt dem Werker die Pläne auf Monitoren. Der Fertigungsleiter kann vom Meisterbüro aus per Knopfdruck die Dokumentation der Linie auf das aktuelle Produkt umschalten. Die Inhalte werden direkt aus dem ERP-System geladen und in einem HTML-Bericht mit Bildern dargestellt. Per Fußtaster kann der Werker die Ansichten wechseln. Auf diese Weise gehören falsche Revisionen und aufwendiges Schreiben der Dokumentation der Vergangenheit an.
Die Werker und Meister, die heute in der Linie arbeiten, haben diese selbst mit aufgebaut. Anpassungen und Optimierungen können sie in Eigenverantwortung durchführen, und in den kontinuierlichen Verbesserungsprozess waren sie von Beginn an eingebunden.
„Als Auftragsfertiger war es ein Risiko, in eine komplexe Montagelinie zu investieren, da wir mit ständig wechselnden Produkten zu tun haben“, räumt Geschäftsführer Achim Zentner ein. „Heute sind wir glücklich, dass wir diesen Weg gegangen sind. Wir haben bewiesen, dass man trotz der hohen Anforderungen an die Flexibilität die Montage deutlich rationalisieren kann.“
Das hat sich auch schon herumgesprochen: Es gibt Anfragen von Unternehmen, die das Konzept in gleicher Form für die eigene Fertigung nutzen wollen. Daher haben die Freiburger entschieden, die Montagetische und Komponenten zur Materialbereitstellung in Kürze als modulares System anzubieten.
- Markus Mayr Zentner Elektrik-Mechanik, Freiburg
- Weitere Informationen Die Zentner Elektrik-Mechanik GmbH fertigt und montiert mechanische Baugruppen sowie Schaltschränke für High-Tech-Branchen wie die Medizintechnik. Auch die Entwicklungs- und Konstruktionsabteilung ist bei Bedarf für den Auftraggeber tätig. www.zentner.de
- Flexible Montage
- Kleine Stückzahlen
- Häufiger Produktwechsel
- Montageanlage als modulares System
One Piece Flow
Der One-Piece-Flow-Ansatz (OPF) wurde in Japan als Teil des weltweit tausendfach kopierten Toyota-Produktionssystems entwickelt. Hier betreut ein Werker ein Bauteil von Anfang bis Ende und wechselt mit ihm von einer Station an die nächste. Daher kommen die Arbeitsstationen, die in Serie hintereinander angeordnet sind, ohne Zwischenlager aus. Wie in der Fließfertigung ist jeder Arbeitsplatz optimal gestaltet. Dennoch ist das Gesamtsytem so flexibel wie eine Werkstattfertigung – und damit den beiden in westlichen Ländern lange Zeit verbreiteten Fließbändern wie auch der Werkstattfertigung überlegen.
Die Montagelinie ist in diesem Konzept meist U-förmig aufgebaut, da so die kürzesten Wege zu gehen sind. In der Linie können mehrere Werker hintereinander arbeiten. Durch das OPF-Prinzip wird ihre Arbeit abwechslungsreicher, die Bestände halbfertiger Erzeugnisse in der Montage sinken auf nahezu Null, und der Materialfluss lässt sich lückenlos nachverfolgen. Auch lässt sich das Prinzip gut mit andere Lean-Production-Ansätzen wie Kanban oder Low-Cost-Automation verknüpfen.
Ihr Stichwort
Unsere Webinar-Empfehlung

Erfahren Sie, was sich in der Medizintechnik-Branche derzeit im Bereich 3D-Druck, Digitalisierung & Automatisierung sowie beim Thema Nachhaltigkeit tut.
Teilen:





{kind=link}