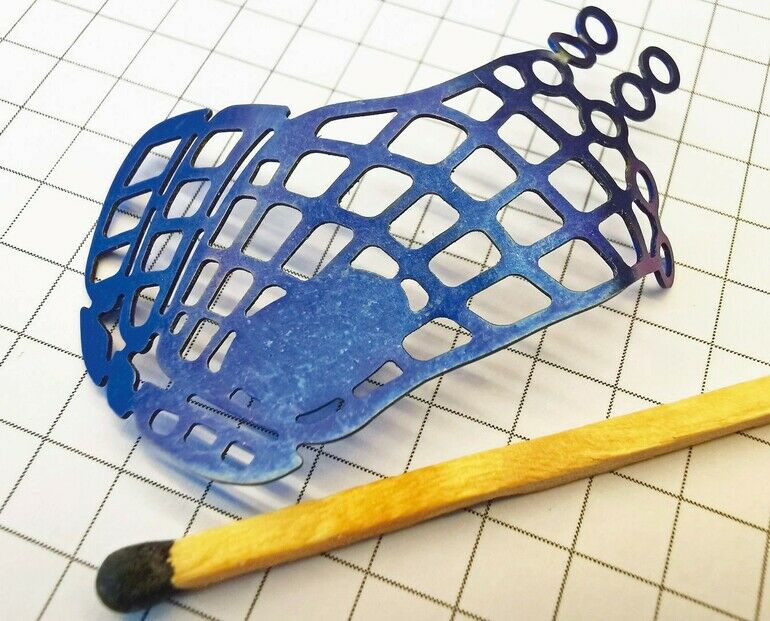

Der Mikro-Wasserstrahl durchtrennt Metall, Glas, Keramik, Kunststoffe bis zu Faserverbundwerkstoffen. Mit Strahldurchmessern von bis zu 150 µm ist es wesentlich präziser als die branchenübliche 800-µm-Technologie. Fortschritte im Maschinenbau bei der Schweizer Waterjet AG machen es möglich, mit der Microwaterjet M5 auch Platten im Standardformat 2000 mm x 1000 mm hochpräzise zu schneiden. „Die bisherige Begrenzung des Arbeitsbereichs unserer F4-Maschinen brachte sowohl technische als auch wirtschaftliche Nachteile mit sich“, erklärt Walter Maurer, Gründer und Verwaltungsratspräsident von Waterjet in Aarwangen.
Das begann schon mit dem Zeitaufwand für das mehrfache Aufteilen der Platten, die üblicherweise im Format 2000 x 1000 mm angeliefert werden. Zudem blieb danach ein 200 mm breiter Reststreifen übrig, der häufig im Schrott landete. Sollten trotz der Größenbeschränkung des Arbeitsbereiches Teile mit größeren Abmessungen gefertigt werden, wurde ein Blech mit entsprechendem Übermaß eingespannt und nach einem ersten Bearbeitungsdurchgang um die erforderliche Strecke verschoben. Dies führt jedoch zwangsläufig zu Versatz- und Winkelfehlern mit entsprechenden Qualitätseinbußen am Werkstück.
Mikro-Wasserstrahlschneiden: Präzise trennen oder Oberflächen mit Shot-Peening bearbeiten
Noch gravierender ist jedoch der Materialverlust durch den „Randeffekt“ beim Verschachteln der Teile auf der Arbeitsfläche. Die materialsparende Anordnung der Teile auf dem Blech wird umso stärker eingeschränkt, je größer die Teile im Verhältnis zu den Abmessungen der Arbeitsfläche sind. In ungünstigen Fällen können diese Gitterverluste Werte von über 50 % erreichen.
Präzisionsmaschinenbau für höchste Genauigkeit
„Bei den größeren Abmessungen des neuen Systems mussten wir uns einiges einfallen lassen, um mindestens die gleichen Genauigkeitswerte wie bei der Vorgängerversion F4 sicherzustellen“, verrät Maurer. Das fängt schon beim Maschinenbett an: Es besteht aus einer Chromstahlkonstruktion, die mit 8 t schwingungsdämpfendem Mineralbeton ausgegossen wurde. Die drei Hauptachsen sind mit hochpräzisen Kugelrollspindeln ausgestattet, die Positionsmessung erfolgt über temperaturunempfindliche Glasmaßstäbe.
Darüber hinaus werden an der Anlage neue Düsen mit einem Schneidstrahldurchmesser von nur noch 150 µm eingesetzt. Damit können bei entsprechend dünnem Material Schnittspaltbreiten von 170 µm erreicht werden. Am Werkstück sind damit Genauigkeiten von bis zu 5 µm erreichbar. Für die mechanische Bearbeitung kann der Bearbeitungskopf zusätzlich mit einer Hochfrequenz-Bohrspindel mit eigener Z-Achse ausgestattet werden. Damit können auch Startlochbohrungen in Schichtwerkstoffe wie Glas- oder Kohlefaserverbundwerkstoffe eingebracht werden. „Aufgrund genauer Untersuchungen wissen wir, dass der Wasserstrahl nie exakt rund ist. Die Rundheitsabweichungen betragen bis zu 3 µm“, weiß Maurer.
Wasserstrahlschneiden: Genauer dank Formanalyse des Wasserstrahls
Um dem Rechnung zu tragen, wird nach dem Einbau einer neuen Düse die Geometrie des Wasserstrahls mit einem patentierten Verfahren bestimmt. Dazu wird in ein Blech eine Bohrung mit einem Durchmesser von 2 mm eingebracht, deren Geometrie unter einem Messmikroskop genau vermessen wird. Die dabei registrierten Rundheitsabweichungen werden als Funktion des Winkels in der Steuerung hinterlegt und im Betrieb kompensiert. Die tatsächliche Kontur des Wasserstrahls wird jeweils tangential zur gewünschten Außenkontur des Werkstücks geführt. Voraussetzung dafür ist, dass die CAM-Software zwischen Werkstückseite und Restgitterseite unterscheiden kann.
Eine weitere Besonderheit der Steuerung ist die Möglichkeit, präzise Bohrungen in zwei Durchgängen zu erzeugen. Im ersten Durchgang wird der größte Teil der Bohrung mit maximaler Arbeitsgeschwindigkeit herausgearbeitet, so dass nur eine geringe Restwandstärke verbleibt. Im zweiten Durchgang wird diese mit reduzierter Geschwindigkeit und einer Formanpassung des Strahls mit größtmöglicher Präzision herausgearbeitet. Das Verfahren ist vergleichbar mit dem Schruppen und Schlichten beim Fräsen. Der Vorteil liegt in einer vertikaleren Schnittkante mit einer glatteren Oberfläche.
Auch Medizintechnik profitiert vom Wasserstrahlschneiden
„Zu unseren Kunden gehören Branchen wie die Medizintechnik, die an ihre Lieferanten höchste Anforderungen bezüglich Reproduzierbarkeit der eingesetzten Prozesse stellen“, so Maurer. Auch diese Vorgaben erfülle die M5, die für Fertigung von Medizinprodukten nach ISO 13485 zugelassen ist. Für jede Maschine werde die Maschinen- und Prozessfähigkeit anhand von Testbearbeitungen ermittelt. Zudem arbeitet Waterjet an der Optimierung der Schnittkantenqualität.

Hier finden Sie mehr über:





{kind=link}