
Mikroteile lassen sich nicht nur auf herkömmlichen Maschinen fertigen. Es gibt auch Alternativen im Tischformat, wie die Babyplast-Baureihe, die Christmann Kunststofftechnik in Kierspe vertreibt. Geschäftsführer Marc Tesche erläutert deren Vorteile und Grenzen.
Herr Tesche, welche Vorteile bieten Kleinstmaschinen beim Mikrospritzguss?
Ein Blick in den Markt zeigt, dass sich kleine Teile natürlich auch mit Maschinen im gewohnten Format fertigen lassen. Eine solche Spritzgießmaschine arbeitet aber immer mit großen Werkzeugen. Deren Herstellung ist mit hohen Kosten verbunden. Auf einer Mikrospritzgießmaschine im Tischformat, wie wir sie mit unserer Reihe Babyplast anbieten, wird ein wesentlich kleineres und daher günstigeres Werkzeug verwendet. Natürlich hat dieses auch nur acht Kavitäten – aber die Investitionskosten für die Maschine sind so viel niedriger, dass der Anwender problemlos mehrere kleine Maschinen parallel betreiben kann, wenn höhere Stückzahlen zu fertigen sind. Das macht die Produktion flexibler, und bei einem technischen Problem steht nicht gleich alles still.
Wie sieht es mit dem Energie- und Materialverbrauch aus?
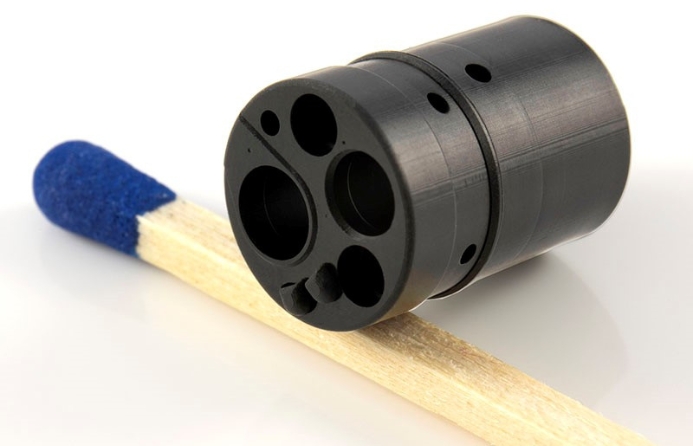
Unsere Maschinen sind auf kleine Schussgewichte von acht bis zehn Kubikzentimeter zugeschnitten, was etwa der Größe eines Fünfmarkstückes entspricht. Dafür verwenden wir eine Plastifiziereinheit mit Kolben und eine davon getrennte Spritzeinheit. Beide zusammen bringen nur sieben Kilogramm Stahl auf die Waage – also deutlich weniger als bei einer einzigen Baugruppe mit Schneckenplastifizier- und Spritzeinheit, die bei vergleichbarer Größe etwa 30 Kilogramm wiegt. Daher verbrauchen unsere Maschinen weniger Energie und lassen sich schneller auf die Verarbeitungstemperatur aufheizen. Darüber hinaus erreichen wir mit dieser Bauweise eine kürzere Verweildauer bei der Verarbeitungstemperatur, was für Werkstoffe wie PEEK, PSU und LCP günstig ist: Deren mechanische Eigenschaften verschlechtern sich, wenn sie zu lange im Heißkanal bleiben. Und schließlich ist das Verhältnis von Angussverlusten zum eigentlichen Teil bei Mikrospritzgießmaschinen sehr günstig, was sich bei teuren Werkstoffen besonders bemerkbar macht.
Wo sind die Grenzen der Kleinmaschinen?
Als technische Grenze ist die maximale Schließkraft unserer Maschinen zu nennen. Sie beträgt sechs Tonnen. Von den Anwendungen her sind Babyplast-Maschinen darauf ausgelegt, normale und auch anspruchsvolle kleine präzise Teile herzustellen. Damit decken wir schon ein recht breites Spektrum an Anforderungen ab. Es gibt allerdings Spezialaufgaben, für die man Spezialmaschinen verwenden muss: Wenn es zum Beispiel darum geht, im Dauerbetrieb höchstpräzise Mikroteile aus flammgeschütztem LCP herzustellen, muss man Maschinen einsetzen, die für solche Aufgaben gebaut wurden, die wegen ihres besonderen Aufbaus aber auch eine wesentlich höhere Investition erfordern – obwohl die Maschinen klein sind.
Welche Werkstoffe lassen sich auf Babyplast-Maschinen verarbeiten?
Alle Werkstoffe, die sich für den Spritzguss eignen. Und wenn spezielle Werkstoffe verarbeitet werden sollen, die zum Beispiel Medikamente enthalten und beim Aufschmelzen Säure freisetzen, beobachten wir an den kleinen Maschinen die gleichen Schädigungen wie an den großen.
Ist eine Reinraumproduktion möglich?
Die Mikrospritzgießmaschinen in Edelstahlausführung lassen sich problemlos im Reinraum aufstellen. Sie produzieren wenig Abwärme, setzen keine Partikel frei und sind leicht zu reinigen. Speziell für Testzwecke haben Anwender auch schon einen Mikroreinraum bauen lassen, der die Schließeinheit einhaust. Für größere Stückzahlen ist aber das Aufstellen der Maschine im Reinraum die bessere Lösung.
Welche Produkte werden heute auf Babyplast-Maschinen gefertigt?
Unsere Kunden stellen zum Beispiel Kontaktlinsen aus Flüssigsilikon her, mikromechanische Einheiten für den Bereich Arthroskopie, Hörgeräte, Rohlinge für den Zahnersatz, die dann vom Zahntechniker individuell bearbeitet werden, oder auch Bohrer und Instrumente für die Wurzelbehandlung im Dentalbereich.
Wie muss sich ein Anwender auf den Einsatz kleiner Maschinen vorbereiten?
Die Arbeit mit Mikrospritzgießmaschinen erfordert mehr Feingefühl. Ein Werkzeugwechsel ist in fünf Minuten erledigt, man braucht die Schrauben nur mit der Hand anzuziehen. Auch die Prozessführung ist etwas anders. ‚Hundert Prozent Schließkraft‘ sind hier im Hinblick auf die Lebensdauer von Maschine und Werkzeug nicht unbedingt die beste Einstellung, und auch die Auswahl der optimalen Nachdruckzeit will erlernt sein. Die größere Umstellung ist aber die von der Produktion von Makroteilen zu Mikroteilen, egal auf welcher Maschine. Denn sie erfordert in jedem Fall eine andere Qualitätssicherung: Auf das Restmassepolster als Kriterium für einen stabilen Prozess kann man sich bei Mikroteilen nämlich nicht verlassen. Gebraucht wird vielmehr ein nachgeschaltetes automatisiertes Verfahren zur Entnahme, zur optischen Bewertung der Teile oder zum Wiegen und zur Verpackung. Und in diesem Bereich kommen Kosten hinzu, die man nicht vernachlässigen kann.
Welche Entwicklungen sehen Sie in diesem Segment in den kommenden Jahren?
Im Mikrospritzguss sind mittlerweile auch Sonderverfahren gefragt wie das Prägen oder Einlegen und Umspritzen, die wir beim Spritzguss generell sehen. Der Anteil solcher Anwendungen wird meines Erachtens stark zunehmen. Und die Peripherie wird sich deutlich weiter entwickeln müssen – denn die Nachfrage nach Mikroteilen steigt.
Dr. Birgit Oppermann birgit.oppermann@konradin.de
Ihr Stichwort
- Mikrospritzgießmaschinen
- Energieverbrauch
- Materialersparnis
- Prozessführung
- Veränderte Peripherie
Über die Maschinen

Mikrospritzgießmaschinen vom Typ Babyplast wurden vom italienischen Anbieter Rambaldi srl. mit Sitz in Molteno am Comer See entwickelt. Die Maschinen eignen sich für die Kleinteileproduktion, bieten heute 62,5 kN Schließkraft und finden auf 0,6 m² Platz. Da die Formaufspannplatten die Funktion einer Stammform übernehmen, reduzieren sich Werkzeuggröße und Kosten. Um das Schussvolumen optimieren zu können, stehen für die Plastifizier- und Spritzeinheit fünf Kolbendurchmesser zur Auswahl. Knapp 900 Anlagen laufen heute im deutschsprachigen Raum. Die Christmann Kunststofftechnik GmbH (CKT) in Kierspe übernimmt hier Serviceaufgaben wie Ersatzteillogistik, Wartung oder Ferndiagnose. Das Technikum in Kierspe ermöglicht Anwendern darüber hinaus Materialversuche oder Abmusterungen.
Unsere Whitepaper-Empfehlung
Was leisten additive Fertigungstechnologien heute? Mit der neuen Projektionsmikro-Stereolithografie lassen sich Mikroteile als Prototypen oder Serienteile in höchster Genauigkeit und Präzision fertigen. Dies lohnt sich selbst bei kleinen und mittleren Serien. Mehr erfahren Sie…
Teilen:





{kind=link}