
Werkzeuge mit neuer Kühlschmierstoffstrategie tragen dazu bei, anspruchsvolle Werkstoffe sehr produktiv zu bearbeiten. Iscar-Branchenexpertin Sabine Schmoll erläutert, wie und in welchen Fällen verschiedene Strategien zum Erfolg führen.
Frau Schmoll, warum sind für die Bearbeitung medizintechnischer Bauteile spezielle Werkzeugkonzepte sinnvoll?
In der Medizintechnik werden häufig Werkstoffe mit besonderen Eigenschaften eingesetzt, seien es Titan- und Cobalt-Chrom-Legierungen oder auch rostfreie Stähle, die eine Herausforderung für die Zerspanung sind. Titan und rostfreie Stähle sind zäh und bilden sehr lange Späne, die die Oberfläche eines Bauteils beschädigen können. Das ist gerade in der Medizintechnik mit ihren hohen Anforderungen an die Qualität ein Problem. Auch haben die typischen Werkstoffe eine geringe Wärmeleitfähigkeit: Titan zum Beispiel nimmt nur etwa ein Zehntel der Wärme an, die Stahl ableiten kann. Entsprechend heiß wird die Schneide, und entsprechend klein das Zeitspanvolumen.
Wie lassen sich die Probleme vermeiden?
Bisher wurden Lösungen vor allem in Form von Werkzeugen aus Hartmetall oder speziellen Werkzeugbeschichtungen gesucht. Wer die branchentypischen Werkstoffe produktiv mit hoher Schnittgeschwindigkeiten bearbeiten will, kann aber auch Werkzeuge mit einer gezielten Kühlschmierstoffzuführung nutzen. Die gezielte Kühlung erhöht die Standzeit der Werkzeuge, und trägt zusammen mit dem hohen Druck dazu bei, dass der Span zerkleinert wird. Das kommt der Oberfläche des Werkstücks zu Gute. Unserer Erfahrung nach lassen sich mit solchen Lösungen viele Probleme vermeiden, die in der Fertigung von Implantaten, Abutments oder auch Schrauben auftreten.
Was zeichnet Ihre Werkzeuge aus?
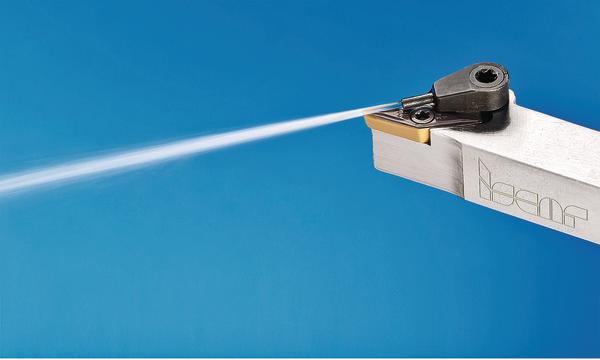
Iscar bietet Werkzeuge mit gezielter Kühlschmierstoffzuführung unter dem Namen Jet-HP-Line an. Bisher sind mehrere Varianten umgesetzt, die den Kühlschmierstoff sehr nahe an die Schneide bringen – das heißt, er kann in manchen Fällen auf bis zu zwei Millimeter herangeführt werden. Möglich ist das, weil wir verstellbare Kühlmittelröhrchen einsetzen. Bei der Bearbeitung geben sie den Kühlschmierstoff so nah wie möglich an der Schneide ab, können aber für deren Wechsel wieder zurückgefahren werden.
Welches ist der ideale Ort, an dem das Kühlschmiermittel auftreffen sollte?
Das Kühlschmiermittel spritzen wir in der Regel zwischen Schneide und Span ein, da so der Kühlungseffekt am größten ist und sich auch das Zerbrechen des Spans am besten erreichen lässt. Andere Konzepte sind ebenfalls möglich, wie die freiflächenseitige Zuführung des Kühlschmierstoffes. Das ist eine Lösung für Anwendungen, in denen der Verschleiß der Freifläche an der Platte das größte Problem ist und selbst große Späne gar nicht stören. Wir haben für spezielle Anwendungen aber auch schon Werkzeuge hergestellt, die das Kühlschmiermittel sogar an zwei Stellen zuführen.
Für welche Anwendungen haben sie Werkzeuge umgesetzt?
Wir haben uns anfangs auf das Drehen konzentriert, insbesondere für Aufgaben aus der Luft- und Raumfahrt, wo sehr große Teile gefertigt werden und sich das durch die Kühlung gesteigerte Zeitspanvolumen schnell sehr deutlich bemerkbar macht. Aber auch Langdrehmaschinen, auf denen typischerweise Dentalimplantate oder Knochenschrauben gefertigt werden, können wir mit unseren Werkzeugen bedienen, ebenso Fräsmaschinen.
Warum haben Sie das Fräsen mit in Ihr Konzept aufgenommen?
Viele Fachleute haben sich gefragt, ob das überhaupt einen Sinn ergibt. Wir meinen aber, dass sich die gezielte Zuführung des Kühlschmierstoffes auch hier auszahlt. Denn für einen eng aufgewickelten kleinen Span, den ich durch das mit Druck zugeführte Kühlmittel bekomme, brauche ich auch nur eine kleine Spankammer im Werkzeug. Das schafft Platz für mehr Zähne: Statt vier Zähnen bekommen wir sechs Zähne im Werkzeug unter und erreichen mit den gleichen Schnittdaten einen höheren Bahnvorschub.
Welche Standzeit beobachten Sie bei Ihren Werkzeugen mit zielgerichteter Kühlschmiermittel-Zufuhr?
Wir haben in verschiedenen Anwendungen die Standzeiten verglichen und für die JetHP-Line Werte bekommen, die 20 bis 50 Prozent über der von anderen Werkzeugen liegen. Das führen wir darauf zurück, dass wir konstant kühlen und damit dauerhaft eine niedrigere Temperatur an der Schneide haben. In der Konsequenz gibt es weniger Kammrisse und weniger Mikroausbrüche. Viele Anwender sehen ihren Vorteil allerdings weniger in den nachweisbar höheren Standzeiten, sondern legen mehr Wert auf das schnelle Zerspanen. Wenn eine Charge von Teilen bearbeitet ist und ein ganz anderes Teil folgt, muss ja ohnehin ein Werkzeugwechsel erfolgen. In dieser Situation steht oft die Produktivität im Vordergrund.
Welche Kühlschmierstoffe lassen sich in diesem Konzept einsetzen?
Sowohl Emulsionen kommen in Frage als auch Öle, die ja häufig auf Langdrehmaschinen verwendet werden. Voraussetzung ist natürlich, dass die verwendete Pumpe ausreichend Druck erzeugt und ein Feinfilter eingesetzt wird. Andernfalls könnten Mikropartikel die feinen Zuführkanäle verstopfen. Wir empfehlen auch immer Rücksprache mit dem Hersteller der Additive: Schaumbildende Zusätze verursachen im System Probleme.
Muss der Anwender auf Standardwerkzeuge zurückgreifen?
Nein. Wir haben natürlich zunächst ein gewisses Sortiment an Werkzeugen fürs Drehen in der JetHP-Line im Programm. Wenn aber für eine Anwendung ein Sonderwerkzeug erforderlich ist, lässt sich dieses auch mit einer gezielten Zuführung für den Kühlschmierstoff ausstatten. Dabei beachten wir natürlich die Anbindung an die jeweilige Maschine.
Wie entwickeln Sie Ihr Konzept weiter?
Da wir mit den Drehwerkzeugen begonnen haben, sind wir in diesem Segment schon sehr weit. Derzeit beschäftigen wir uns mit Fräsanwendungen, haben auch eine Reihe von Referenzen in der Luft- und Raumfahrt und sehen interessante Ansatzpunkte für die Medizintechnik-Branche. Was uns freut, ist, dass viele Maschinenhersteller ihre Produkte schon mit Hochdruckpumpen ausstatten. Wenn man so eine Maschine nutzt, ist es nur noch ein kleiner Schritt zum Drehen und Fräsen mit gezielter Kühlschmierstoffzufuhr.
Dr. Birgit Oppermann birgit.oppermann@konradin.de
Weitere Informationen Über den Werkzeughersteller Iscar: www.iscar.de
Ihr Stichwort
- Dreh- und Fräs-Werkzeuge mit integrierter Kühlschmierstoffzufuhr
- Titan, Chrom-Kobalt-Legierungen, rostfreie Stähle
- Höheres Zeitspanvolumen
- Sonderwerkzeuge
Unsere Whitepaper-Empfehlung

Lesen Sie, warum Medizintechnikunternehmen ihre Testprozesse für die Validierung von Software optimieren müssen und wie sie dabei die Erfahrung der Automobilbranche für sich nutzen können.
Teilen:





{kind=link}