Spritzgießen von Dünn auf Dick, kein Verzug, keine Einfallstellen, hohe Dimensionsstabilität – das Mucell-Verfahren eignet sich für viele Bauteile. Seine Stärken spielt es aber letztlich erst dann aus, wenn die Entwickler die sich eröffnenden Konstruktionsfreiheiten nutzen.
Ein Implantat aus einer speziellen geschäumten Struktur sollte es sein, als die Forscher des Projekts Biovalve vor ein paar Jahren daran gingen, zur Behandlung von chronischem Sodbrennen eine kostengünstige Alternative zum chirurgischen Eingriff, der Fundoplikatio, zu entwickeln. Das ringförmige Implantat sollte um die Speiseröhre platziert werden, um den Mageneingang wieder auf seinen natürlichen Durchmesser zu bringen. Die geschäumte Struktur sollte es sein, damit das Gewebe der Speiseröhre in das Implantat einwächst.
Am Lehrstuhl für Medizintechnik der TU München entschied man sich für eine Entwicklung auf der Basis thermoplastischen Polyurethans (TPU), das in einem Spritzgießprozess hergestellt werden sollte, und zwar mit Hilfe der Mucell-Technologie.
Die Mucell-Verfahrenstechnik wurde vom Massachusetts Institute of Technology (MIT) und dem US-Unternehmen Trexel entwickelt. „Im Prinzip handelt es sich um ein Spritzgießverfahren – und ist damit von allen Spritzgießern beherrschbar“, sagt Hartmut Traut, Business Director der Trexel GmbH, Wiehl. Genauer gesagt handelt es sich um einen physikalischen Schäumprozess für Thermoplaste. Hierbei wird ein Gas – entweder Kohlendioxid oder Stickstoff – im überkritischen Zustand in die Kunststoffschmelze injiziert.
Über eine spezielle Mischzone in der Schnecke wird beim Dosiervorgang in Kombination mit den Diffusionseigenschaften des Gases eine Einphasenlösung erzeugt, die sich unter Druck im Schneckenvorraum sammelt. Durch das in der Kunststoffschmelze gelöste Gas und den Druckabfall in der Kavität findet beim Einspritzvorgang eine Nukleierung von Zellen statt – mit nachfolgendem Zellwachstum. Das Zellwachstum – und nicht wie beim Kompaktspritzguss der Nachdruck – bewirkt die letzte Ausformung der Kavität.
Durch den Druckabfall beim Einspritzen tritt das Gas aus der Polymerschmelze heraus und bildet eine einheitliche Struktur. Die Schäume weisen Zellgrößen zwischen 5 und 100 µm auf. Dabei liefert Stickstoff kleinere Zellen, während Kohlendioxid eine bessere Fließfähigkeit mit sich bringt.
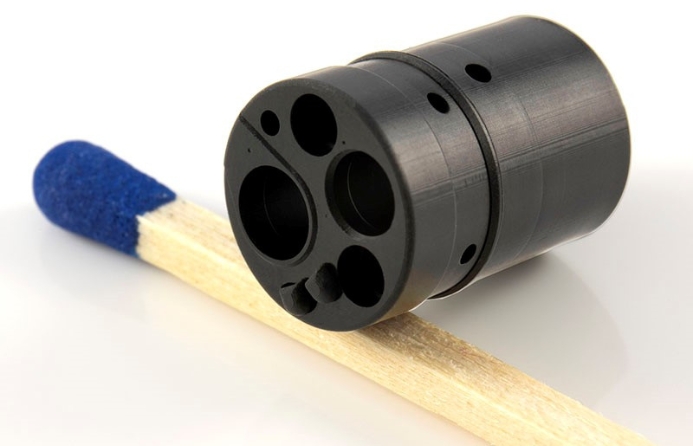
Im Projekt Biovalve haben die Forscher Prototypen des Implantats auf einer Spritzgussmaschine von Krauss Maffei mit Mucell-Aggregat produziert. Im Vordergrund stand dabei die Modifikation der Oberfläche, um ein bestmögliches Einwachsen von Körperzellen zu ermöglichen. Hierfür wurde die Schaumstruktur durch die Variation der Prozessparameter wie Einspritzgeschwindigkeit, Werkzeugtemperatur, Gasgehaltprozent oder Gewichtsabnahme eingestellt.
Lange Zeit sah es so aus, als wenn die am Projekt beteiligte Medi-Globe GmbH mit Sitz im bayerischen Achenmühle das so genannte Gastro Sleeve zur Marktreife bringen würde. Doch entschied sich das Unternehmen dagegen. Die Gründe dafür liegen allerdings nicht im Mucell-Verfahren begründet.
Denn dieses ist längst dem Forschungsstadium entkommen. Damit gefertigte Bauteile kommen inzwischen in vielen Automobilen, Büromaschinen und Elektroniksystemen zum Einsatz. „Vor allem in der Automobilindustrie registrieren wir derzeit einen Run auf unser Verfahren“, sagt Trexel-Manager Traut. Den Grund dafür sieht er vor allem darin, dass Mucell Möglichkeiten eröffnet, das Gewicht von Bauteilen zu reduzieren. Durch das Einspritzen des Gases seien 10 % Gewichtseinsparung ohne Probleme realisierbar. Die Rechnung ist ganz einfach: In dem Fall werden über die Schnecke nur 90 % der sonst für ein Bauteil notwendigen Kunststoffmasse dosiert. Die Höhe der Gewichtsreduzierung wird somit über den Dosierweg der Schnecke gesteuert.
Doch die Materialeinsparung ist laut Traut nicht mehr der alleinige Treiber für das Mucell-Verfahren. Interessanter seien mittlerweile die wesentlich freieren Gestaltungsmöglichkeiten für das Bauteildesign. So sind Bauteile möglich, bei denen man das Bauteil von Dünn nach Dick füllen, große Wanddickenunterschiede realisieren oder Wanddicken-/Rippenverhältnisse mit 1:1 auslegen kann. Die Wandstärken typischer Mucell-Artikel sind in der Regel kleiner als 3 mm. Auch gibt es Anwendungen im Dünnwandbereich, wie etwa in der Verpackungsindustrie, mit Wandstärken von 0,4 mm. Die für den Kompaktspritzguss erforderlichen Schließkräfte liegen um mindestens 30 % darüber.
„Und das alles ohne Einschränkungen im Hinblick auf Dimensionsstabilität und bei gleichzeitiger Vermeidung von Einfallstellen“, so Traut. Denn durch den Wegfall der sonst beim Spritzgießen üblichen Nachdruckphase und das Aufschäumen des Materials in der Kavität ergibt sich ein homogen verteiltes und geringes Druckniveau im Werkzeug. „Der Druck befindet sich also dort, wo er benötigt wird und muss nicht vom Anspritzpunkt bis zum Fließwegende transportiert werden“, so Traut.
Unterm Strich benötigt man beim Mucell-Verfahren im Vergleich zum kompakten Spritzguss „die Hälfte des Einspritzdrucks und eine niedrigere Werkzeugtemperatur“, so Traut. Das heißt, dass auch kleinere und damit günstigere Spritzgießmaschinen zum Einsatz kommen können.
Sabine Koll Fachjournalistin in Böblingen
Leicht umrüsten
Das Mucell-Verfahren hat sich Trexel zwar durch weltweite Patente und Patentanmeldungen schützen lassen. Doch seit 2005 erhebt das Unternehmen keine Lizenzen mehr. Um Mucell stärker am Markt zu etablieren, vertreibt Trexel seine Technik mittlerweile auch über drei der großen Anbieter von Spritzgussmaschinen, nämlich Arburg, Engel und Krauss Maffei. Doch lässt sich im Prinzip jede vorhandene Spritzgussmaschine für das Mucell-Verfahren nachrüsten. Dafür gibt es ein Set aus zwei einzelnen Modulen: Ein neues Einspritzmodul mit Injektoreinheit, welches die existierende Einheit einfach ersetzt, sowie die Gaseinheit. Das Mucell-fähige Einspritzmodul enthält alle notwendigen elektrischen/elektronischen Komponenten, sowie die Schnittstellenverknüpfungen, die für das Verfahren notwendig sind. Sämtliche Funktionen des Mucell-Prozesses werden durch die Steuerung der Gaseinheit geregelt. Die Nachrüstung erfordert keine Änderungen an der Steuerung der Spritzgussmaschine. Die existierende Steuerung kontrolliert weiterhin die Standardmaschinenfunktionen.
Alle im Kompakt-Spritzguss eingesetzten Thermoplaste, außer flüssigkristalline Polymere (LCP), lassen sich mit Mucell verarbeiten. Die Vorteile des physikalischen Schäumens können außerdem gut mit dem Folien- oder Textilhinterspritzen kombiniert werden.
Ihr Stichwort
- Spritzgießen
- Thermoplaste
- Mucell
- Physikalisches Schäumen
- Mikrozellulare Schäume
- Gewichtsreduzierung
Unsere Whitepaper-Empfehlung
Was leisten additive Fertigungstechnologien heute? Mit der neuen Projektionsmikro-Stereolithografie lassen sich Mikroteile als Prototypen oder Serienteile in höchster Genauigkeit und Präzision fertigen. Dies lohnt sich selbst bei kleinen und mittleren Serien. Mehr erfahren Sie…
Teilen: