
Rotierende Topfscheiben oder Finish-Hülsen ermöglichen Rautiefen von weniger als 0,01 µm beim Superfinishen von Hüftgelenkskugeln. Darüber hinaus verbessern sie auch Rund-, Gerad- und Ebenheit sowie Zylindrizität.
Die Zahl der jährlich eingesetzten Hüftgelenksimplantate steigt: bedingt durch Extremsportarten, Übergewicht oder auch die Tatsache, dass immer jüngere Patienten behandelt werden können. Während die Medizin Möglichkeiten gefunden hat, Prothesen mehrfach zu erneuern, arbeiten Maschinenbauer daran, die Haltbarkeit jedes einzelnen Implantats zu verlängern. Die Lebensdauer künstlicher Hüftgelenke hängt dabei von der Oberflächengüte ab, die sich über Rauheit, Rundheit und Durchmesser definiert. Alle Toleranzen müssen im Mikrometer- oder gar im Nanometerbereich liegen.
Die Anforderungen, die an Implantate gestellt werden, erfüllt die Remscheider Supfina Grieshaber GmbH Co. KG mit dem Superfinishen.Mit diesem mechanischen Feinstbearbeitungsverfahren lassen sich hochpräzise Oberflächen wie etwa Funktionsflächen – Gleit-, Roll- und Dichtflächen – und andere Geometrien sehr präzise herstellen. Es wird überall dort angewendet, wo konventionelle Zerspanungsverfahren den Anforderungen an Qualität und Wirtschaftlichkeit nicht mehr genügen.
Generell wird der Begriff Superfinishen heute für zwei Verfahren verwendet:
- Das Bearbeiten von Außen-, in Einzelfällen auch Innendurchmessern an meist zylindrischen Werkstücken mit oszillierenden Superfinish-Steinen oder -Bändern. Die Oszillationsfrequenz liegt zwischen 2 und 85 Hz. Der Werkzeugdruck auf das rotierende Werkstück erreicht 9 bis 40 N/cm2.
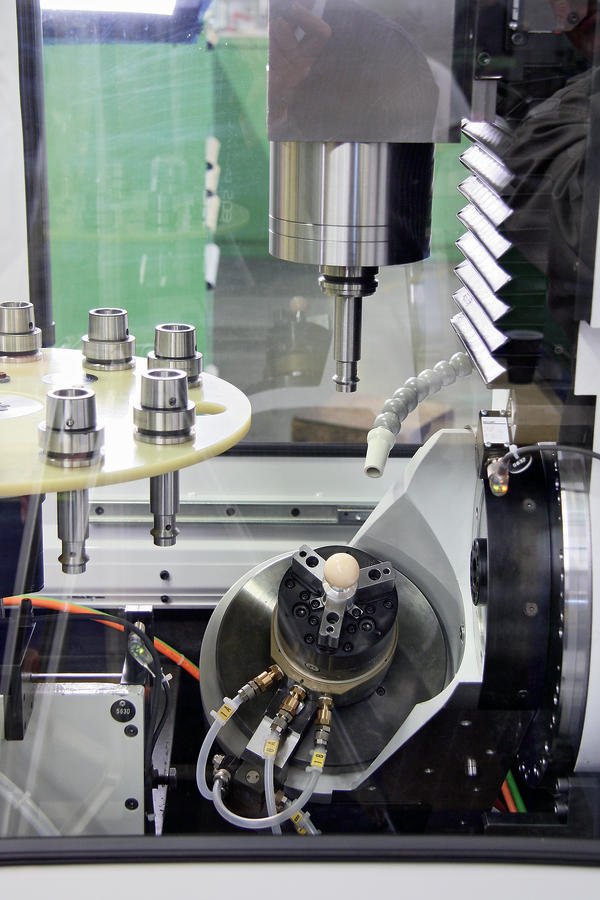
- Das Bearbeiten von ebenen oder sphärischen Flächen mit rotierenden Werkzeugen wie Topfscheiben oder Finish-Hülsen – auch als Kreuzschliff-Superfinish bekannt. Die Umfangsgeschwindigkeit liegt hier zwischen 1 und 20 m/s, die Zustellgeschwindigkeit zwischen 1 und 100 µm/s.
Bereits in den 70er-Jahren begann Supfina damit, das Superfinish-Verfahren in der Medizintechnik zu etablieren. Zu Beginn ging es um Stahlwerkstoffe, im Laufe der Jahre aber immer häufiger auch um Kunststoff- und vor allem Keramik-Implantate.
Speziell die Hüftgelenksimplantate werden mit dem Kreuzschliff-Superfinish, also mit rotierenden Werkzeugen wie Topfscheiben oder Finish-Hülsen, bearbeitet. Weil die Werkzeugspindel mit dem Topfscheibenwerkzeug in allen Ebenen verstellbar ist, lassen sich gezielt konkave, konvexe oder sphärische Oberflächen erzeugen. Die Topfscheibe wird in dem Prozess über eine hochpräzise Spezialspindel, die das Zustellen im Mikrometerbereich erlaubt, zum Werkstück geführt. Von einer komplexen Software gesteuert, bewegt sich die Superfinish-Einheit mit exakt abgestimmten Vorschubgeschwindigkeiten. Je nach Werkzeugbeschaffenheit kann der Anwender sowohl unterschiedliche Rotations- als auch Vorschubgeschwindigkeiten einsetzen.
Beim Kreuzschliff-Verfahren bestehen die Topfscheiben in der Regel aus Schneidkörpern in einer keramischen Bindung, die beispielsweise in Schwefel oder Wachs getränkt sein kann. Zum Bearbeiten von Stahl wird eine Körnung aus Edelkorund oder Siliziumkarbid eingesetzt. Sind härtere Materialien wie etwa Chromstähle, Hartmetalle oder oxidkeramische Werkstoffe zu bearbeiten, kommen als Schneidkorn CBN (kubisches Bornitrid) oder auch synthetischer Diamant zum Einsatz. Zusätzlich stehen verschiedene Bindemittel wie Kunstharz-, Metall-, Keramik- oder Galvanikverbindungen zur Auswahl, um das Verfahren an die Aufgabe anzupassen.
Die Topfscheiben bestehen in diesem Fall aus einem Trägerkörper, auf den der Schleifbelag aufgebracht wird. Die überwiegend aus Aluminium oder Stahl gefertigten Trägerkörper verleihen dem Werkzeug seine statische und dynamische Festigkeit und dämpfen Schwingungen. Dies ist die Grundlage für Bearbeitungsqualitäten im Mikrometerbereich.
Implantate aus allen Materialien lassen sich mit der Maschinengeneration Spheroline bearbeiten. Speziell für sehr harte Werkstoffe wie Keramiken oder Chrom-Kobalt-Legierungen, die in der Medizintechnik häufig eingesetzt werden, muss das Maschinenkonzept eine außergewöhnliche Steifigkeit aufweisen und auftretende Schwingungen und Resonanzen absorbieren, um Oberflächendefekte zu vermeiden. Darüber hinaus müssen Werkzeuge und Werkstücke im Kraft- und Formschluss zueinander stehen und mit einer ausreichenden Relativgeschwindigkeit versehen werden. Denn gerade da, wo sehr harte Werkstoffe aufeinander treffen und geringe Taktzeiten vorgegeben sind, kann es erforderlich sein, mit sehr hohen Schnittgeschwindigkeiten zu arbeiten, um die notwendige Zerspanleistung zu erreichen.
Dipl.-Wirt. Ing. Oliver Riese Supfina Grieshaber, Remscheid
Ihr Stichwort
- Bearbeiten konvexer, konkaver und sphärischer Oberflächen
- Stahl, Kunststoff, Keramik
- Verschleiß an Gelenkprothesen
- Minimale Rautiefe
Verfahren im Vergleich
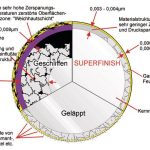
Zwischen Schleifen, Superfinishen und Läppen bestehen Unterschiede. Das kristalline Superfinish-Korn weist eine unregelmäßige und zufällig geformte Schneidengeometrie auf. Da die mikrofeinen Schleifkörner in einer festen Bindung liegen, wird es nach DIN 8589 T.14 der Familie des Spanens mit geometrisch unbestimmter Schneide zugeordnet. Im Gegensatz zum Schleifen arbeitet das Superfinish-Werkzeug im sogenannten Selbstschärfemodus, das Abrichten entfällt also. Zudem ist das Verfahren thermisch neutral und hinterlässt auf der Oberfläche keinerlei Rückstände, wie es etwa beim Läppen der Fall ist.
Unsere Whitepaper-Empfehlung
Was leisten additive Fertigungstechnologien heute? Mit der neuen Projektionsmikro-Stereolithografie lassen sich Mikroteile als Prototypen oder Serienteile in höchster Genauigkeit und Präzision fertigen. Dies lohnt sich selbst bei kleinen und mittleren Serien. Mehr erfahren Sie…
Teilen:





{kind=link}