

Der Coburger Kunststoffhersteller Gaudlitz legt Wert auf eine zeitgemäße Messtechnik, um die Qualität seiner Medizin produkte zu sichern. Als Pilotkunde von Zeiss führte der Mittelständler daher bereits mehrfach neueste Messverfahren und Prüfgeräte ein.
Seit über 75 Jahren entwickelt und produziert die Gaudlitz GmbH technische Kunststoffteile. „Ohne hochpräzise Messgeräte könnten wir die Anforderungen unserer Kunden nicht erfüllen“, sagt Entwicklungsleiter Walter Franz. Der Kunststoffhersteller aus Coburg hat deshalb in seiner Geschichte die Messtechnik immer wieder auf den aktuellen Stand der Technik gebracht.
„Mitte der 80er Jahre standen wir vor zwei Herausforderungen“, blickt Franz zurück, der seit 44 Jahren für das Unternehmen arbeitet. Eine davon waren die engen Toleranzen von Komponenten für die Medizintechnik, bei denen die bislang eingesetzten Koordinatenmessgeräte an ihre Grenzen stießen. Als Beispiel nennt Franz kegelförmige Verbindungsstücke und Stecksysteme für Beatmungsschläuche in der Intensivmedizin. Die Toleranzen dieser Kunststoffteile lagen damals bereits bei wenigen 100stel Millimetern. Diese Genauigkeit war erforderlich, damit die Verbindungsstellen mit kommunizierenden Bauteilen luftdicht verschlossen werden konnten.
Eine weitere Herausforderung war, dass immer häufiger Materialien mit Glasfaseranteil zum Einsatz kamen. So entwickelte Gaudlitz beispielsweise einen Optikkopf für ein Blutzuckermessgerät für den Laborbereich aus einem Kunststoff mit 20-%-igem Glasfaseranteil. Das Bauteil musste so präzise gefertigt werden, dass drei integrierte LEDs einen gemeinsamen Brennpunkt bilden. Heikel war hierbei, dass sich Kunststoffteile mit Glasfaserfüllung beim Abkühlen unterschiedlich verziehen. Damit solche Werkstücke anschließend trotzdem die gewünschte Form hatten, musste der Verzug vorhergesehen und die Formen dementsprechend angepasst werden. Dafür war es entscheidend, die Referenzwerkstücke genau zu messen.
Um beiden Herausforderungen gerecht zu werden, entschied sich der Kunststoffhersteller 1988 für das Koordinatenmessgerät UMC 850 des Anbieters Zeiss. Drei Aspekte sprachen laut Franz für diese Maschine: Erstens war sie mit einer Messungenauigkeit von nur 0,002 mm sehr präzise. Zweitens erfasste die Scanningtechnologie des Messgerätes die Oberfläche kontinuierlich, statt Formgestalt und Lage aus Mittelwerten von punktuellen Messungen abzuleiten. Drittens verfügte der taktile Sensor des Geräts über Antastkräfte von lediglich 0,05 N (5 g), während das bisher eingesetzte Messgerät empfindliche Teile mit seiner 1,3 kg schweren Messsäule beschädigen konnte.
Auch die Software war ein Entscheidungs-kriterium: Auf Basis der Scans stellte sie die Topographie des Werkstücks im direkten Vergleich zu den Soll-Daten aus der Konstruktion dar. Diese Aspekte versetzten die Coburger in die Lage, den hohen Toleranzen gerecht zu werden und auch bei Materialien mit großer Verzugsneigung rasch die richtige Geometrie zu finden. Die wachsende Nachfrage brachte das Unternehmen im Laufe der 1990er Jahre dazu, immer mehr Zweifach- und Vierfachformen einzusetzen. Die steigenden Stückzahlen erforderten auch ein schnelleres Messgerät.
Auf der Messtechnik-Messe Control entdeckte Franz das Portalmessgerät Zeiss Prismo Vast, eine Neuentwicklung, die hohe Messgeschwindigkeit und Präzision vereinte, und setzte es als Pilotkunde erstmals in der Kunststoffverarbeitung ein. Die Messung eines Schiebers für ein labordiagnostisches Messgerät dauerte nun pro Messdurchlauf nur noch 5 statt 15 min.
Ab 2005 baute Gaudlitz sein Geschäftsfeld Medizintechnik weiter aus und positionierte sich zudem als Systemanbieter, der statt einfachen Teilen kundenspezifische Lösungen aus mehreren komplexen Komponenten entwickelt. Um Defekte zu erkennen oder das Zusammenspiel unterschiedlicher Komponenten zu beurteilen, drangen die Messtechniker immer öfter auch in das Innere der Bauteile vor. Zu jener Zeit mussten sie dafür das Werkstück in Gießharz eingießen und zersägen. Dies war nicht nur aufwendig, das Zerschneiden und die Wärme durch das Eingießen konnten das Werkstück zudem verformen. Auch bei labilen, biegsamen Kunststoffteilen lieferte die Koordinatenmesstechnik keine hinreichenden Ergebnisse. Und ganze Baugruppen zu messen war schlicht unmöglich.
2005 wurde man auf die Möglichkeit aufmerksam, Werkstücke mit einem Computertomographen zu durchleuchten. Franz ließ daraufhin von verschiedenen Anbietern Probemessungen durchführen. Das Ergebnis: Gaudlitz wurde 2007 zum zweiten Mal Pilotkunde von Zeiss und führte den Computertomographen Metrotom 1500 in die Kunststoffindustrie ein.
Der Computertomograph durchleuchtet das Werkstück von allen Seiten mit Röntgenstrahlen. Dabei entsteht ein dreidimensionales Volumenmodell, das der Messtechniker direkt mit dem CAD-Modell vergleichen kann. Die Messwerte zeigen für jedes einzelne Merkmal, ob es innerhalb oder außerhalb der vorgegebenen Toleranz liegt – für äußere genauso wie für innere Maße, die für den Betrachter unsichtbar sind.
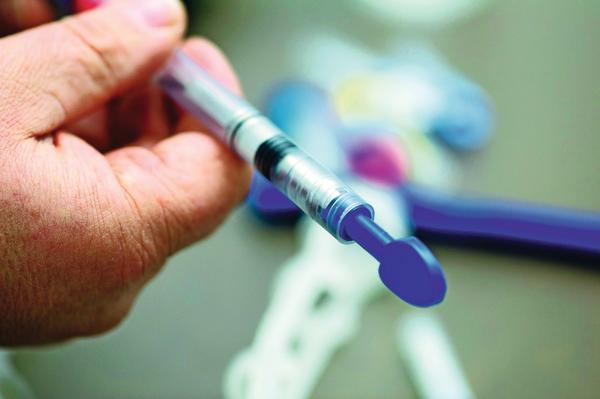
„Plötzlich konnten wir flexible, biegsame Kunststoffteile ganz einfach wie von Geisterhand messen“, so Franz. Dank des Computertomographen konnte Gaudlitz gemeinsam mit Chirurgen beispielsweise eine Schutzkappe für einen Circularstapler entwickeln, die bei Operationen eingesetzt wird, um zwei Darmenden wieder zu verbinden. Ohne diese Kunststoffkappe, die den Stapler ummantelt, kann dieser aufgrund seiner scharfen Kanten den Darm des Patienten verletzen, wenn er über den Schließmuskel eingeführt wird. Mit dieser Entwicklung zieht der Chirurg, an der Stelle der Operation angekommen, an einer Schlaufe, woraufhin sich die Kappe an Sollbruchstellen öffnet. Sie schiebt sich über den Stapler nach hinten und gibt den Weg frei für die Operation.
Die Herausforderung bei Herstellung im Reinraum und der Qualitätssicherung: An den Sollbruchstellen fügen wenige Zehntel Millimeter dünne Kunststoff-Härchen das Bauteil zusammen. Diese Stellen müssen einheitliche Querschnitte haben. „Diese zu messen ist für den Computertomographen kein Problem“, erklärt Franz.
Der Computertomograph hat die bisherigen Messgeräte bei dem Kunststoffhersteller dennoch nicht überflüssig gemacht. In der Stichprobenmessung, bei der es auf Messdaten in wenigen Minuten ankommt, ist das schnelle Koordinatenmessgerät Prismo Vast das Mittel der Wahl. Und auch die 25-jährige Zeiss UMC 850 ist nach wie vor in Betrieb. „Sie ist wie ein alter Mercedes: Man braucht damit etwas länger, aber man kommt auch ans Ziel“, sagt Franz fast liebevoll. „Es wäre schade, solch ein genaues Messgerät auszumustern.“
Judith Schwarz Fachjournalistin in Tübingen
Computertomograph findet auch kleinste Schwachstellen im Bauteil
Ihr Stichwort
- Kunststoffverarbeitung
- Messtechnik
- Qualitätssicherung bei steigenden Stückzahlen
- Computertomographie
- Messung im Innern des Bauteils
Unsere Webinar-Empfehlung

Erfahren Sie, was sich in der Medizintechnik-Branche derzeit im Bereich 3D-Druck, Digitalisierung & Automatisierung sowie beim Thema Nachhaltigkeit tut.
Teilen:





{kind=link}