
Ein orthopädisches Implantat wie zum Beispiel ein künstliches Kniegelenk herzustellen, ist bisher ein aufwendiger Prozess, der viele Schritte und zum Teil auch Handarbeit für die Materialzuführung und das Rüsten erfordert – was in der Summe die Kosten in die Höhe treibt.
Eine bessere Lösung wollten die Alfred H. Schütte GmbH & Co. KG, Köln-Poll, und die Imstec GmbH, Klein-Winterheim, gemeinsam entwickeln und haben dafür eine vollautomatisierte Lösung erdacht, die den Weg vom Gussteil bis zum fertig polierten Implantat umfasst und dabei moderne Technik nutzt.
Rohlinge für künstliche Kniegelenke im Magazin der Maschine bevorraten
Der erste Schritt erfordert allerdings noch den Einsatz eines Werkers, der bis zu sechzehn gegossene Knieimplantatrohlinge sortenrein auf einen Werkstückträger platziert. Schon das Design des Trägers ist so durchdacht, dass er sich für alle in Frage kommenden Größen und Produktvarianten der Rohlinge eignet. Welche Beladung er gerade trägt, welche Produkte also bearbeitet werden und um welches Los es sich handelt, wird in einem RFID-Chip im Werkzeugträger hinterlegt: Die entsprechenden Informationen werden durch Einscannen zugeordnet.
Sobald der Werker den Werkzeugträger mit einem Wagen zur Anlage gefahren und ihn dort angemeldet hat, entriegelt die äußere Schleuse automatisch und zieht den Träger in das Magazin ein, wo er – ebenfalls automatisch – im Speicher platziert wird.
Künstliche Kniegelenke in unterschiedlichen Größen bearbeiten
Von diesem Moment an ist das Magazin bereits wieder bereit, den nächsten Träger aufzunehmen: Bis zu 13 Werkstückträger mit unterschiedlichen Implantat- und Losgrößen lassen sich speichern. So kann der Hersteller eine autonome, auftragsbezogene Mischfertigung verschiedener Komponenten ablaufen lassen. Da in der Anlage die jeweils benötigten Spannvorrichtungen gespeichert werden, entfallen die für eine Mischfertigung üblichen Rüstzeiten.
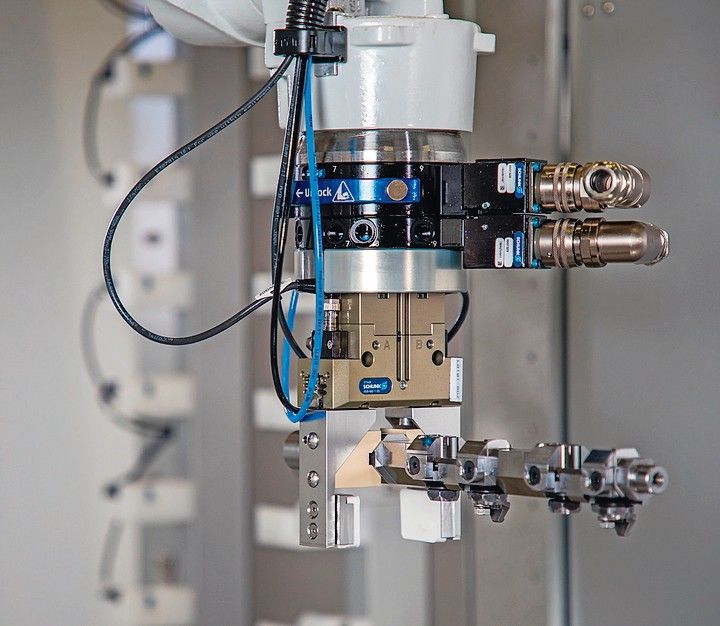
Während der Werker das Speichermagazin Schritt für Schritt mit Rohlingen füllt, gelangen die ersten Werkstückträger zur Prozessposition. Die Daten, die eine Bildverarbeitung dort ermittelt, liefern dem Roboter der Anlage die Informationen, um die Knieimplantatrohlinge vom Träger zu nehmen und sie auf der bereitgestellten Spannvorrichtung in der Lade-Spanneinheit zu platzieren. Auch die Spannvorrichtung hat der Roboter vorher in Position gebracht: Da er über ein multifunktionales Greifer Design verfügt, kann er sowohl die Spannvorrichtung als auch die Implantate handhaben.
Roboter platziert
Werkstücke zur Bearbeitung
Sobald zwei Implantat-Rohlinge pro Spannvorrichtung aufgespannt sind, nimmt der Roboter die beladene Spannvorrichtung und positioniert sie in der Ablage vor der Schleifmaschine. Auch hier kontrolliert eine automatische Schleuse den Zugang zur Schütte-Schleifmaschine WU335linear, die die bestückte Spannvorrichtung in das Spannfutter der Bearbeitungsmaschine übernimmt.
Welches Bearbeitungsprogramm für das Fräsen und Schleifen der zugeführten Knieimplantat-Rohlinge gebraucht wird, ist schon beim Einscannen der Produkt-Informationen beim Beladen des Werkstückträgers mit eingegeben. Die Implantate können, je nach Anforderung, gefräst oder geschliffen werden. Auch Bandschleifen ist möglich. Die entsprechenden Werkzeuge bevorratet das Werkzeugmagazin der WU335linear. Dort sind auch Schwesterwerkzeuge hinterlegt. So können diese bei Erreichen der Verschleißgrenze in einem langen, autonom ablaufenden Bearbeitungsprozess durch die Werkzeugverwaltung automatisch eingewechselt werden. Die Informationen dafür sind in der Schleif- und Fräs-Software Sigspro hinterlegt.
Roboter übernimmt das Be- und Entladen mit den künstlichen Kniegelenken
Sobald die Bearbeitung abgeschlossen ist, entnimmt der Roboter die Spannvorrichtung aus dem Spannfutter und legt sie auf der Ablage vor der Schleifmaschine ab – wo schon die nächste vorbereitete Spannvorrichtung wartet. Dieses zeitoptimierte Be- und Entladen ermöglicht es, die Bearbeitungsmaschine maximal auszulasten und Totzeiten zu senken.
Die Bearbeitungszeit wiederum nutzt der Roboter, um die fertigen Knieimplantate einer Reinigungsstation zuzuführen, wo die Einheit von Schleiföl und Spänen befreit wird. Sobald die Spannvorrichtung wieder zur Lade-Spanneinheit transportiert wurde, werden die Werkstücke gelöst und auf dem Werkstückträger abgelegt. Der Greifer reinigt sich erneut, um die produktberührenden Flächen für den nächsten Vorgang ölfrei zu halten.
Sobald ein komplettes Los fertig bearbeitet ist, wird der Werkstückträger im Entlademagazin mit den Fertigteilen eingelagert. Die Kapazität des Be- und Entlademagazins ermöglicht einen autonomen und unterbrechungsfreien Betrieb für die Bearbeitung von bis zu 260 Implantaten.
Anwesenheit des Bedieners
nur begrenzt erforderlich
Die Maschine verfügt über eine Ferndiagnose-Software und kann eine automatische Benachrichtigung per E-Mail generieren, um Werker oder Supervisor über den Zustand der Anlage zu informieren. Wer zu welchem Zugriff berechtigt ist, lässt sich individuell einstellen. So kann die Anwesenheit eines Anlagenbedieners auf ein Minimum reduziert werden.
Da die Anlage modular aufgebaut ist, lässt sich die Kapazität an die Bedürfnisse des Anwenders anpassen. So kann eine Beladestation bis zu drei Schleifmaschinen unterstützen. In weiteren Ausbaustufen können zum Beispiel die bearbeiteten Knieimplantate poliert, gereinigt, vermessen und lasermarkiert werden. Die Automationsanlage, die von den Fachleuten von Imstec konzipiert wurde, hat eine offene Architektur und lässt sich schrittweise erweitern.
Mit der Automatisierung und Verknüpfung der Fertigungsinseln sinken die Lohnkosten signifikant. Auch die Maschinenstillstandszeiten und die Umlaufbestände wurden reduziert, während sich die Qualität verbessert hat. Die erste Anlage dieses Typs wurde 2018 validiert, weitere Anlagen befinden sich zurzeit im Aufbau.
Weitere Informationen
Über den Automationsexperten
Imstec:
Über den Schleifmaschinenhersteller Schütte:





{kind=link}