


Wenn additiv gefertigte Bauteile mehr als ein Prototyp sein sollen, steht die Qualitätssicherung vor Herausforderungen: Es mangelt an Standards und Normen – etwa für Maßtoleranzen und Rauigkeitswerte.
„Additive Serienfertigung heißt für uns nicht, dass wir 1000 Mal einen Prototypen herstellen. Die 1000 Teile werden bei uns vielmehr in bestmöglicher, gleichbleibender, geprüfter Qualität produziert“, stellt Ralf Schindel, Geschäftsführer des Additive-Manufacturing-Spezialisten Prodartis, klar. Das Unternehmen fertigt aus Kunststoffen klein- bis mittelgroße Serien im Selective-Laser-Sintering-Verfahren (SLS). Die Medizintechnik ist dabei ein wesentliches Standbein des Unternehmens aus Appenzell in der Schweiz. Die fertigen lasergesinterten Bauteile haben zwar laut Prodartis Festigkeitseigenschaften, die „knapp unterhalb derjenigen von spritzgegossenen Bauteilen“ liegen. Aber, so Schindel: „SLS ist ein Prozess mit einer Unmenge an qualitätsbestimmenden Parametern.“
„Die Qualitätseigenschaften eines additiv gefertigten Produkts sind im Vergleich zu gedrehten oder gefrästen Bauteilen stärker vom Fertigungsprozess abhängig“, erklärt Prof. Detmar Zimmer, der den Lehrstuhl für Konstruktions- und Antriebstechnik an der Universität Paderborn innehat. „Erst während der Herstellung werden die Eigenschaften des Materials im Bauteil festgelegt. Das stellt eine große Herausforderung hinsichtlich einer gleichbleibenden Bauteil- und der damit verbundenen Prozesssicherheit dar.“ So beeinflussen zum Beispiel der Energieeintrag pro Zeit in ein bestimmtes Volumen oder auch die gestaltbedingte Wärmeabfuhr während der additiven Fertigung die lokalen Bauteileigenschaften. „Insofern reicht es nicht, wenn die Maschinenhersteller in diesem Bereich für Qualitätssicherungslösungen sorgen. Das Thema muss vielmehr ganzheitlich angegangen werden – angefangen bei der Entwicklung. Der Konstrukteur muss zum Beispiel dafür sorgen, dass es im Bauteil nicht zu Wärmestaus kommt, die zu Verzug führen können.“
Manuelle Fertigungsschritte erschweren die Reproduzierbarkeit der Ergebnisse
Der VDI stellt in seinem Statusreport „Additive Fertigungsverfahren“ fest, dass alle Prozessschritte eine Interaktion des Bedieners erfordern. Zwar arbeitet die Industrie daran, die jeweiligen Schritte zu vereinfachen oder ganz zu automatisieren. Doch sei ein Automatisierungsgrad – vergleichbar mit spanenden Bearbeitungszentren, Stanzstraßen oder Spritzgießmaschinen – noch in weiter Ferne. Manuelle Tätigkeiten sind heute noch während des gesamten Prozesses der additiven Fertigung Standard; beispielsweise müssen beim Stereolithographie-Verfahren (SLA), für das Flüssigpolymere genutzt werden, die Unterstützungsstrukturen manuell entfernt werden. Dieser Schritt wiederum bestimmt die Genauigkeit der Teile wesentlich.
„Um heute das Potenzial additiver Fertigungsverfahren voll auszuschöpfen, ist hoch qualifiziertes Fachpersonal in allen Prozessschritten erforderlich“, heißt es in dem Report. „Dies bedeutet im Umkehrschluss, dass in engen Toleranzen reproduzierbare Produkte schwierig herzustellen sind. Dabei beziehen sich die Toleranzen nicht nur auf die geometrischen Abmessungen, sondern auch auf die mechanischen Kennwerte und die Oberflächengüte.“
In der konventionellen Fertigung ist es selbstverständlich, unterschiedliche formgebende Fertigungsverfahren und Verbindungstechniken zu kombinieren, um möglichst effizient zur gewünschten Geometrie zu kommen. Mit Nacharbeiten lassen sich zwar geforderte Maßtoleranzen oder Oberflächengüten erzielen. An additiv gefertigten Bauteilen werden diese aber laut VDI-Report „als notwendiges Übel angesehen“. Prodartis-Geschäftsführer Schindel kann ein Lied davon singen: Er bestätigt, dass für das SLS-Verfahren nennmaß-abhängige Toleranzen von mehreren Zehntel Millimetern hinzunehmen sind. Der Grund dafür sind unter anderem Verzug aufgrund von Abkühlrate, Schwund und inhomogener Wärmeverteilung im Bauraum. Außerdem haben im SLS-Verfahren hergestellte Bauteile „unbehandelt eine eher raue Oberfläche“, so Schindel. Deshalb kombiniert sein Unternehmen die additive Fertigung meist mit konventionellen Fertigungs- und Nachbearbeitungsverfahren.
Dienstleister Alphaform, Feldkirchen, hat die Oberflächenqualitäten von lasergesinterten Wirbelsäulenimplantaten aus der Titanlegierung TI6AI4V vor und nach der Nachbearbeitung miteinander verglichen: Direkt aus der Maschine genommen, wies das Implantat einen Ra-Wert von 11,174 µm und einen Rz-Wert von 59,275 µm auf. Mit einem maschinellen Finish konnte der Ra-Wert auf 0,057 µm und der Rz-Wert auf 0,373 µm gesenkt werden.
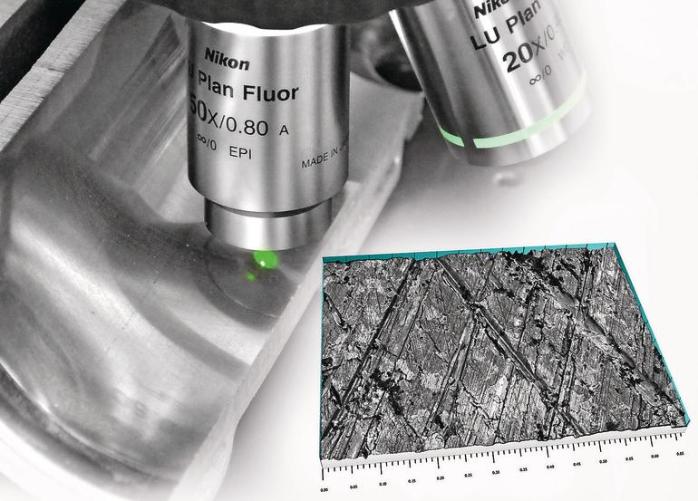
3D-Messtechnik erlaubt auch den Blick in die Mikrostrukturen
Solche Oberflächengüten sind allerdings nur möglich, wenn die raue Textur der Oberfläche während des Bearbeitungsprozesses gemessen wird. Konventionelle taktile 2D-Techniken greifen hier nach Darstellung des Messgeräteherstellers Alicona zu kurz, zumal sie nicht in der Lage seien, die vorhandenen Mikrostrukturen in der geforderten Genauigkeit zu analysieren. Das 3D-Messgerät Infinitefocus des österreichischen Herstellers ermöglicht deshalb gleichzeitig die optische Mikrokoordinatenmesstechnik zur Formenmessung und Rauheitsmessung.
Ein ähnliches System gibt es von Confovis, Jena: Mit Confosurf CLV150 lassen sich neben Form- und Konturmerkmalen auch Fehler, wie unvollständiges Verschmelzen oder Materialeinschlüsse sowie Rauheiten dreidimensional messen und auswerten.
„Werden beim Herstellungsprozess der Teile zum Beispiel einzelne Kugeln des Pulvers auf der Oberfläche angeschmolzen, können diese selten mit einem einzelnen Tastschnitt erfasst werden und führen so zu einer indifferenten Aussage über die Oberflächengüte“, erklärt Sebastian Schenk, Vertriebsingenieur bei Confovis. „Deshalb ist es unerlässlich, die Oberfläche der additiv gefertigten Bauteile dreidimensional zu erfassen und auszuwerten, um angeschmolzene Pulverreste zu erkennen und somit die Oberflächenqualität der hergestellten Bauteile quantitativ und qualitativ zu beschreiben.“
Die Charakterisierung des Ausgangsmaterials – in diesem Fall des Pulvers, das mit dem Laser aufgeschmolzen wird – erfolgt bislang meist zweidimensional und auf Basis von Bildverarbeitung. Dazu kommen in der Regel Licht- und Rasterelektronenmikroskope zum Einsatz. So lassen sich mit Lichtmikroskopen die Partikelgrößen analysieren, während mit der Rasterelektronenmikroskopie die Morphologie der Pulver bestimmt werden kann. „So können beispielsweise Agglomerationen und die für ein rieselfähiges Pulver erforderliche Partikelrundheit festgestellt werden“, erklärt Prof. Dr. Gerhard Schneider vom Institut für Materialforschung der Hochschule Aalen.
Mit dem Messsystem von Confovis lässt sich das Pulver hingegen dreidimensional vermessen. Vertriebsingenieur Schenk: „Mit den gewonnenen 3D-Daten können dann zusätzliche Parameter wie Volumen, Kugelradius, Formfaktor oder Aspektverhältnis der Pulverteilchen bestimmt werden.“
Messsysteme, die die gesamte Bandbreite der additiv gefertigten Bauteile messen sollen, müssen nach Darstellung von Schenk unterschiedlichen Reflexionseigenschaften gewachsen sein. Durch die Integration zweier Messverfahren – Fokusvariation und strukturierte Beleuchtung – erfasst das Messsystem von Confovis sowohl spiegelnde als auch stark absorbierende Oberflächen. „Das ist erforderlich, um die Prozesskette vom Pulver bis zum Fertigprodukt zu kontrollieren“, so Schenk. Um steile Flanken aufzunehmen und auszuwerten, nutzen die Messsysteme zusätzlich zur hochauflösenden strukturierten Beleuchtung das Fokusvariationsverfahren. Dieses ist vor allem für die Messung von Formen und Konturen vorteilhaft. Dabei beträgt der Akzeptanzwinkel über 85°. Die Technologie der strukturierten Beleuchtung von Confovis lässt sich auf die konfokale Mikroskopie zurückführen. Allerdings kommt das Messverfahren ohne Lochscheibe aus und verwendet statt eines Lasers eine LED-Lichtquelle. Messartefakte werden dadurch signifikant verringert, da kaum unerwünschte Interferenz-Phänomene auftreten.
Optische Messtechnik ist auch aus einem anderen Grund für die Qualitätssicherung in der additiven Fertigung gefragt, denn diese ermöglicht die Produktion von Bauteilen mit völlig neuen Geometrien, die mit herkömmlichen Bearbeitungsverfahren wie Drehen und Fräsen nicht möglich sind. Hinterschnitte und komplexe Kühlkanäle in Werkzeugen gehören dazu. Sie aber lassen sich auf dem Koordinatenmessgerät nicht mit taktilen Messtastern vermessen. Multisensor-Koordinatenmessgeräte, auch kombiniert mit Computertomographie für den Blick ins Innere eines Bauteils, sind hier gefragt.
Abgesehen von der passenden Technik im Messraum sowie in der Fertigung gibt es laut Direct Manufacturing Research Center (DMRC) der Uni Paderborn noch große Unsicherheiten bezüglich der Maßtoleranzen, welche bei den verschiedenen Verfahren der additiven Fertigung möglich sind. Die Krux: Zwar erfolgt die Gestaltung additiv zu fertigender Bauteile rechnergestützt. Dabei wird das Bauteil mit seiner Nenngestalt erzeugt, die der theoretisch idealen Bauteilgestalt entspricht. „Es heißt immer, mit additiver Fertigung ist alles möglich. Aber das ist Unsinn. Auch hier hat jedes Verfahren Grenzen hinsichtlich der Maßtoleranzen“, sagt Prof. Zimmer. Zu den Maßtoleranzen gebe es weder entsprechende Literatur noch geltende Normen. „In Anwenderkreisen werden zwar vermehrt Toleranzangaben aufgeführt, diese stammen jedoch zumeist aus individuellem Erfahrungswissen und sind nicht empirisch begründet“, so Zimmer. „Weiterhin sind die oftmals gebräuchlichen Toleranzangaben nicht oder nur sehr begrenzt übertragbar, da sie von einer Vielzahl von Einflussfaktoren abhängig sind.“
Zimmer leitet daher am DMRC ein Forschungsprojekt, in dessen Rahmen Maßtoleranzen für die drei additiven Fertigungsverfahren Lasersintern, Laserschmelzen und Fused Deposition Modeling (FDM) systematisch ermittelt werden – und zwar für so genannte werkstattübliche Anwendungen, also bei häufig verwendeten und unveränderten Standardparametersätzen, Materialien und Maschineneinstellungen. Gleichzeitig wird untersucht, wie Maßabweichungen und dadurch die abgeleiteten Maßtoleranzen minimiert werden können.
- Sabine Koll Fachjournalistin in Böblingen
- Weitere Informationen Zum Anwender Prodartis: www.prodartis.ch Zum DMRC: www.dmrc.uni-paderborn.de Zu den beiden Publikationen des VDI: www.vdi.de/statusadditiv Zu den Herstellern Alicona: www.alicona.com Confovis: www.confovis.de EOS: www.eos.info Zeiss: www.zeiss.de/microscopy
Unsere Webinar-Empfehlung

Armprothesen und andere medizinische Hilfen mit dem 3D-Drucker individuell, schnell und kosteneffizient herstellen
Teilen:





{kind=link}