Günstiger und schneller fertigt Tontarra seine Chirurgie- Instrumente, seit die Bearbeitung auf andere Strategien umgestellt wurde. Das macht die Fertigung flexibler und ermöglicht den automatisierten Drei-Schicht-Betrieb.
Mit einer neuen Fertigungsstrategie für chirurgische Instrumente wie Stanzen und Greiferzangen hat sich die Wurmlinger Tontarra GmbH Vorteile erschlossen: entscheidend waren der Wechsel vom Sägen zum Fräsen und der Abschied vom HSS-Fräser.
Jürgen Marchisella und Dietmar Knöpfle, die die Zerspanabteilung in Wurmlingen leiten, bewerten die Veränderungen nach zwei Jahren Erfahrung damit positiv. „Wir konnten den Strategie- und Werkzeugwechsel in kürzester Zeit und ohne große Umstellungsprobleme bewältigen“, sagt Jürgen Marchisella. Die Anregung dafür, wie sich das Bearbeiten verschieden großer und unterschiedlich geformter Laminektomie-Stanzen verbessern lässt, kam von Gisbert Voß, Verfahrensberater beim Tübinger Werkzeughersteller Paul Horn GmbH.
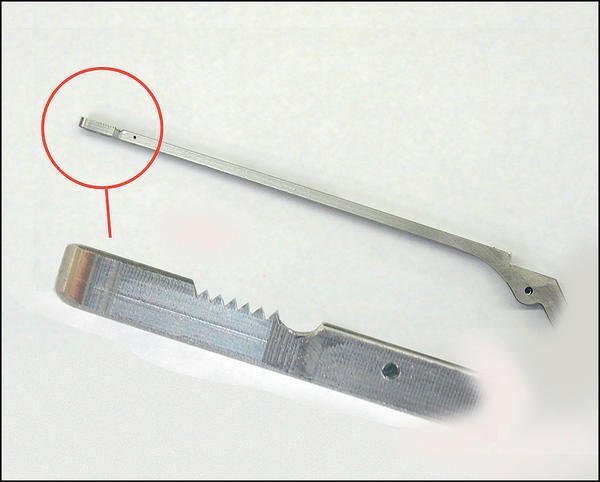
Das bewegliche Oberteil der Laminektomie-Stanzen, der so genannte Schieber, muss im Hauptteil des Instrumentes von einer Nut hochgenau geführt werden. Diese Führung mit einer durchschnittlichen Breite von 0,9 + 0,02 mm stellten die Wurmlinger aus spanntechnischen Gründen mit einem Vollhartmetall-Sägeblatt her.
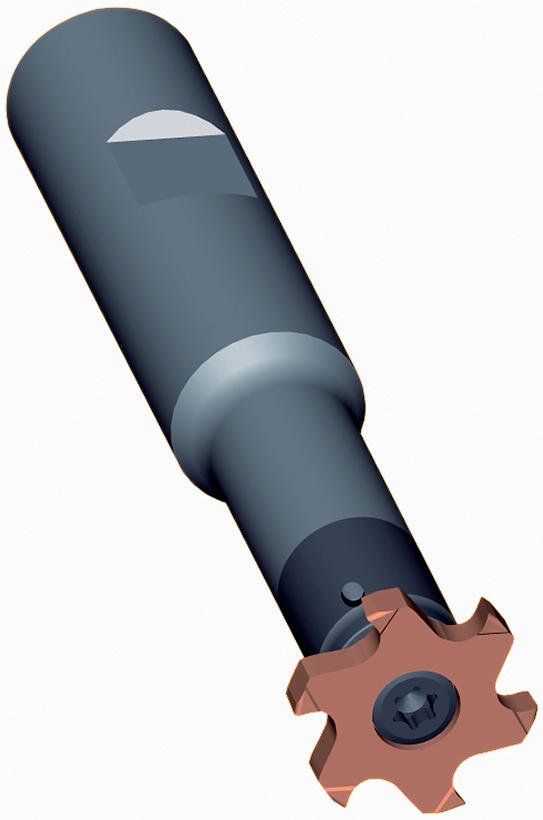
Zu diesem zeit- und kostenintensiven Arbeitsgang entwickelte Voss eine Alternative. Mit den Fräserschäften des Nutfrässystems 313, die mit den Schneidplatten der Systeme 613 und 628 kombiniert werden, ließ sich der Arbeitsablauf beim Fräsen der T-Nuten, der Durchbrüche und der Planflächen vereinfachen. Darüber hinaus war eine insgesamt bessere Standzeit bei höherer Prozesssicherheit zu erreichen.
Die Führungsnut im Schieber des Chirurgieinstruments und die plane Fläche des Schiebers fräst nach dem neuen Konzept das Nutfrässystem 313 mit Schneidplatten vom Typ 613. Die drei Spannnocken am geschmiedeten Hauptteil der Laminektomie-Stanze, die nach dem Bearbeiten ihren Zweck erfüllt haben, entfernt das System 628, das für das Trennfräsen entwickelt wurde. Diese Schneidplatte aus Hartmetall ist bei einem Schneidkreisdurchmesser von 28 mm für Nuttiefen bis 9,3 mm und -breiten bis 2,5 mm einsetzbar.
Alle Arbeitsgänge, die für das Bearbeiten des Instrumentes erforderlich sind, erfolgen heute in einer Aufspannung auf zwei baugleichen Fünf-Achs-Bearbeitungszentren von der Berthold Hermle AG, Gosheim. Die typenabhängigen Spann- und Aufnahmevorrichtungen für die Werkstücke entwickelten Tontarra-Mitarbeiter selbst.
Höhere Schnittwerte, höhere Standzeiten
Beim Fräsen der T-Nuten-Führung arbeiten die mit Öl gekühlten Werkzeuge hochgenau und schwingungsfrei. Dadurch lassen sich höhere Schnittwerte gefahren, und die Leistung der Bearbeitungszentren wird besser genutzt. Überrascht waren die Zerspanspezialisten bei Tontarra von der rund vierfach höheren Standzeit des Nutfrässystems 313, das darüber hinaus eine so hohe Prozesssicherheit erreicht, dass die Wurmlinger automatische Abläufe im Drei-Schicht- Betrieb fahren.
Das Nutfrässystem setzt der Instrumente-Hersteller heute auch ein, um die gezahnten Greifer von Bandscheiben-Rongeuren zu fertigen. So eine Greiferzange hat durchschnittlich 10 bis 15 Zähne, die mit einem Winkel von 60° gerade und ohne Drall in den Greifer gefräst werden. Dafür wurde bislang ein HSS-Fräser mit 20 Zähnen eingesetzt, der kurze Hauptzeiten ermöglichte. Der Nachteil: Jede Zahnteilung erforderte den passenden Fräser. Das war laut Jürgen Marchisella „kostenmäßig nicht mehr vertretbar“.
Mit dem Nutfrässystem wird heute zwar jeder Zahn einzeln gefräst, was die Hauptzeit erhöht. Dafür sind aber höhere Vorschubgeschwindigkeiten zu erreichen, die Werkzeugwechsel entfallen, und die Fertigung wird flexibler, weil ein Fräser verschiedene Teilungen herstellen kann. Des Weiteren ist die Verzahnung gratfrei und weist eine höhere Profiltreue und Genauigkeit auf. Dieses Ergebnis sowie der stabile und wirtschaftliche Prozess sichern die Wettbewerbsfähigkeit. op
Der Anwender

1963 gründete Reinhold Tontarra die Tontarra Medizintechnik GmbH, die chirurgische Instrumente herstellt. Heute fertigen 50 Mitarbeiter zahlreiche Instrumente, die vorwiegend für die Knochen- und Bandscheibenchirurgie benötigt werden. Zur Kernkompetenz des Unternehmens zählen Rohrschaft- und Schienenschaftzangen sowie Rohrschaftinstrumente für die minimalinvasive Chirurgie im monopolaren und bipolaren HF-Betrieb. Gemeinsam mit Medizinern entwickelten die Experten zerlegbare Rohrschaftzangen, die sich durch ihr geringes Gewicht sowie eine leichte und schnelle Demontage auszeichnen. Mit dem breiter werdenden Lieferprogramm, der zunehmenden Variantenvielfalt und dem auch in der Medizintechnik wachsenden Termin- und Kostendruck haben die Wurmlinger ihre Fertigungsabläufe verändert.
Ihr Stichwort
• Chirurgieinstrumente
• Neue Bearbeitungsstrategie
- Werkzeugsystem
- Automatisierte Fertigung
- Erhöhte Prozesssicherheit
Teilen:





{kind=link}