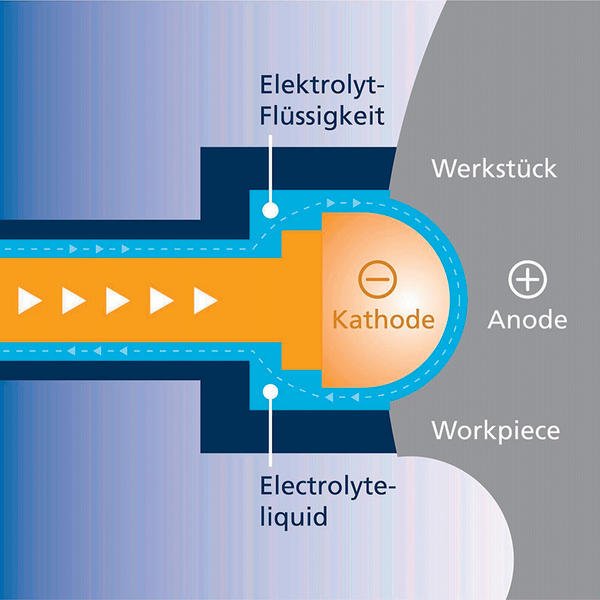
Beim electrochemical machining (ECM) ist die Härte des Werkstoffs nachrangig. Entscheidend ist vielmehr, ob er elektrisch leitet. Bei ECM liegen Formwerkzeug und Werkstück mit 0,05 bis 2 mm Abstand am Plus- und Minuspol einer Gleichstromquelle von maximal 20 V Spannung an. Durch den Spalt strömt eine Elektrolytlösung. Wird das Werkzeug verfahren – in Titan sind Vorschübe bis 4 mm/min üblich – findet ein elektrochemischer Prozess statt, der den Werkstoff örtlich auflöst. Das Teil nimmt die Negativform des Tools an. Das Oberflächengefüge des Werkstücks bleibt dabei unbeeinflusst. Höchste Prozesstemperatur sind 80 °C.
Teilen:





{kind=link}