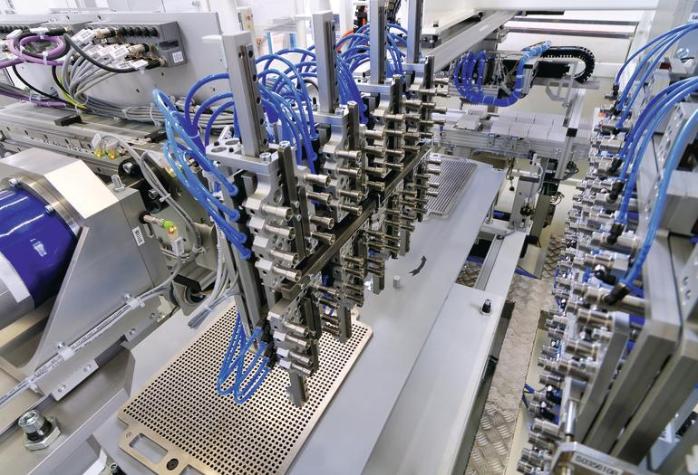


Trotz steigender Kavitätenzahlen und kürzeren Zykluszeiten muss die Qualität und Produktsicherheit bei der Fertigung medizintechnischer Produkte laufend verbessert werden. Die frühzeitige Kavitätensortierung im Prozess ist eine Schlüsseltechnologie für nachhaltigen Erfolg.
Die Zeiten, als Spritzgießer ihre Produkte möglichst als Mischung aller Kavitäten ausliefern konnten, um nicht auf schlechteren Kavitäten „sitzen zu bleiben”, sind lange vorbei. Längst ist die Qualität von Heißkanälen und Werkzeugen so hoch, dass selbst bei Hochleistungswerkzeugen mit Kavitätenzahlen von 64, 96 oder gar 128 Kavitäten und bei Zykluszeiten von unter 5 s hochwertige, präzise Spritzguss-Produkte mit hoher Wiederholgenauigkeit entstehen. Diese Performance erfordert neue Schwerpunkte auch im Bereich der Automation.
Dies veranschaulicht die Herstellung von Pipettenspitzen als Laborverbrauchsartikel stellvertretend beschrieben für Petri-Schalen, Küvetten, Reagenzgefäße und viele andere medizintechnische Verbrauchsartikel, die erhöhte Sicherheitsanforderungen an den Produzenten stellen: Das untere Marktsegment bilden Spitzen, die als Schüttgut in Beutel abgepackt sind.
Seit vielen Jahrzehnten erhält man diese Produkte meist eher minderer Qualität, die Verwendung erfordert hohen manuellen Aufwand des Verwenders im Labor; aufgrund von Kontaminationsrisiken werden diese Pipettenspitzen allgemein nur für einfache, unkritische Liquid-Handling-Prozesse verwendet. Für anspruchsvollere Prozesse wie beispielsweise in der Blutdiagnose sind die Pipettenspitzen in Racks vielfach in 96er- oder 384er-Gruppen abgepackt. Dort hängen sie vertikal frei, sind exakt positioniert und gegen Kontamination geschützt. Die Pipette wird gleich mit mehreren Spitzen in einem Vorgang bestückt, was eine erhöhte Passgenauigkeit der Mundstücke erfordert.
In der Fortentwicklung dieser qualitativ hochwertigeren Pipettenspitzen ist über die vergangenen Jahre ein spürbarer Erkenntnisgewinn zu verzeichnen: So zeigte sich, dass die weit überwiegende Gruppe kritischer Produktionsfehler systematischer Natur sind. Kritische Produktionsfehler sind dadurch gekennzeichnet, dass sie die Funktion der Pipettenspitze und damit die Patientensicherheit gefährden können. Systematisch heißt in diesem Zusammenhang, dass diese Fehler zumeist auf Werkzeugverschleiß beruhen und nach einem erstmaligen Auftreten immer wieder erscheinen.
Zu nennen sind etwa horizontale oder vertikale Spritzgrate an der Spitze, welche eine unerwünschte Tropfenbildung im Pipettierprozess hervorrufen können; oder auch die Krümmung der Spitze, womit der zielgenaue Transfer der durch die Pipette transportierten Flüssigkeit gefährdet wird. Darüber hinaus gibt es noch eine Reihe weiterer kritischer Fehler. Fast allen gemeinsam ist die Tatsache, dass sie auf Werkzeugverschleiß einzelner Kavitäten beruhen; treten sie einmal auf, so sind sie wiederkehrender, folglich also systematischer Natur.
Eine weitere Tatsache ist, dass die Werkzeug-Technologie während der letzten Jahre massive Sprünge gemacht hat. Dies gilt nicht allein den Kavitätenzahlen, sondern vornehmlich auch der Werkzeug- und Produktqualität. So lag die obere Grenze, um noch qualitative hochwertige Pipettenspitzen zu produzieren, noch vor wenigen Jahren bei 24 oder 32 Kavitäten; die Qualität der Prozesse ist derart gestiegen, dass heute 64 und 96 Kavitäten zum Standard geworden sind, und in der Branche als nächste Stufe vereinzelt bereits 128 Kavitäten angepeilt werden. Allerdings gilt umso mehr, dass mit steigender Kavitätenzahl eine intelligente Strategie einhergehen muss, die einen Ausfall einzelner Kavitäten ohne Verlust der Prozess-Validierung erlaubt.
Die systematische Natur der kritischen Fehler wie auch die erhöhten Durchsatzzahlen erlauben beziehungsweise erfordern völlig neue Ansätze in den Prozessen, in der Qualitätskontrolle und in der Logistik. Der initiale Schritt zu einer erhöhten Patientensicherheit bei der Herstellung von Pipettenspitzen liegt eindeutig in der Sortierung der Produkte nach Kavitäten und der nach Kavitäten getrennten Befüllung der Racks.
Warum ist das so? Dafür gibt es mehrere Gründe: Eine Kavitätentrennung erlaubt jederzeit während des Herstell- und Abfüllprozesses wie auch jederzeit danach auf dem Weg zum Patienten das zuverlässige Aussortieren fehlerhafter Teile. Natürlich kann die Qualität heute durch optische Kameraprüfung weitgehend sichergestellt werden; jedoch können automatische Testergebnisse aufgrund von Bedienfehlern, fehlerhafter Justage von Kameras oder durch Ausfall einzelner technischer Komponenten fehlerhaft sein. Sollte dann nur unsortiert abgepackt werden, könnte in diesem Fall nur die gesamte Charge verworfen werden, was für Patienten meist noch kritischere Folgeprobleme in der Versorgungssicherheit aufwirft. Bei einer im Prozess frühzeitig integrierten Kavitätensortierung würde nur die betroffene Kavität evakuiert, die übrige Produktionsmenge stünde für die Versorgung der Patienten in guter Qualität bereit.
„Noch einfacher wird der Prozess für unseren Kunden, wenn aufgrund der Kavitätensortierung auf die Kameraprüfung vollständig verzichtet werden kann”, berichtet Wolfgang Czizegg, Geschäftsführer von Waldorf Technik. „Dies gelingt, weil die kritischen Fehler normalerweise systematischer Natur sind. So verzichtet der weltweite Markt- und Qualitätsführer bei Pipettenspitzen heute bei großen Teilen seines Sortiments auf eine integrierte Kamerakontrolle, weil er seine Qualität mittels Kavitätensortierung im Rack und systematischer Stichproben perfekt im Griff hat”. Kameras kosten viel und verursachen immer einen gewissen Pseudoausschuss; mit der cleveren Sortierung hält der Hersteller seine Investitionen im Rahmen und vermeidet unnötigen Ausschuss.
Werkzeuge mit hohen Kavitätenzahlen unterliegen naturgemäß einem höheren Ausfallrisiko einzelner Kavitäten. In nicht validierten Prozessen könnte man in einem solchen Fall einzelne Kavitäten schließen; validierten Produkten wie hochwertigen Pipettenspitzen und vielen anderen Laborverbrauchsartikeln bleibt diese Option verwehrt, da sonst die Validierung gefährdet wäre. Auch hier öffnet die Kavitätensortierung einen Weg, der die Effizienz der Hochleistungswerkzeuge selbst bei Ausfall einzelner Kavitäten unterstützt. Bei integrierter Kavitätensortierung können einzelne, schlechte Kavitäten durch Automation sehr einfach aussortiert werden; bei herkömmlichen Prozessen ohne Kavitätensortierung muss der Produktionsprozess komplett gestoppt werden, oder es wäre zumindest ein aufwendiger Selektions- und Nachbestückprozess für Schlechtteile erforderlich.
Ein weiterer wichtiger Parameter bei der Qualitätsbeurteilung von Pipettenspitzen ist der Innendurchmesser des oberen Mundstücks. Denn Maßtoleranzen in diesem Bereich nimmt der Verbraucher, also beispielsweise der Laborant im Krankenhaus, besonders deutlich wahr: Ist der Durchmesser zu eng, ist es schwierig die Pipettenspitzen auf die Pipette aufzusetzen; ist er zu weit, führen mögliche Undichtigkeiten zu fehlerhaften Aufnahme-Mengen der Flüssigkeiten. Beides sind kritische Folgen dieses Qualitätsmangels. Eine Strategie, um gleichbleibend hohe Qualität zu liefern, ist hierbei erneut die Kavitätensortierung. Der Kunde, der sich auf die Dichtigkeit der Mundstücke verlassen kann, wird kein Risiko eingehen und die Qualität mit Markentreue belohnen.
Laura Morelli Waldorf Technik, Engen
Mehr Patientensicherheit und Markentreue durch Kavitätensortierung
Ihr Stichwort
- Spritzguss
- Hochleistungswerkzeuge
- Kavitätensortierung
- Kürzere Zykluszeiten
- Patientensicherheit
Teilen:





{kind=link}