
SPT Roth fertigt winzige Teile aus Keramik, bei denen Qualität eine besondere Rolle spielt. Dafür werden Prozess- und Endkontrolle einem Messgerät von Werth anvertraut, das mit Multisensorik nahezu jeder Messaufgabe gewachsen ist.
Bioverträglichkeit, Korrosions- und Verschleißfestigkeit sowie elektrisches Isolationsvermögen machen Teile aus technischer Keramik – meist Aluminium- oder Zirkonoxid – vor allem in der Medizintechnik und der Elektronik, aber auch im allgemeinen Maschinenbau begehrt. Zumal sich aus solcher Feinkeramik kleinste, komplexe Werkstücke herstellen lassen. Das Verarbeitungsverfahren erster Wahl ist Keramikspritzgießen (CIM – Ceramic Injection Molding). Es erlaubt hohe gestalterische Freiheiten bezüglich Geometrie und Materialeigenschaften und ermöglicht Genauigkeiten im μ-Bereich. Vorausgesetzt, man beherrscht den Prozess wie zum Beispiel die SPT Group, deren Name für „Small Precision Tools“ steht.
Das Unternehmen hat seinen Ursprung und seine Zentrale im Schweizer Ort Lyss. In der dort ansässigen SPT Roth Ltd. beschäftigen sich rund 90 Mitarbeiter mit den Kernprozessen der Keramikverarbeitung. Pierette Glutz, Mitglied der SPT-Geschäftsführung, beschreibt die Stärken des Unternehmens: „Wir sehen uns als One-Stop-Solution-Provider. Das bedeutet, dass wir in der Lage sind, Keramikprodukte von der Entwicklung bis zum endgeprüften Fertigteil im eigenen Haus herzustellen.“
Bei all den kleinen, präzisen Teilen, die SPT herstellt, ist Qualität ein zentrales Thema. Das betrifft einerseits die Keramikentwicklung, die die Basis für hohe Teilequalität legt, und andererseits den Herstellungsprozess. Die vorgegebenen Toleranzen sind durchweg eng, müssen sicher eingehalten und dokumentiert werden. Projektingenieur Herbert Augustiny konkretisiert: „Die Bohrungen an den Kapillaren weisen je nach Typ Durchmesser von 30 oder auch nur 15 Mikrometer auf. Für ein sicheres Bonding müssen sie außerdem enge Lagetoleranzen erfüllen. Aber auch die Medizintechnik gibt einzuhaltende Werte im μ-Bereich vor. Daher sind alle unsere Mitarbeiter auf Qualität geimpft.“
Hier kommt die Messtechnik ins Spiel: Ihre Aufgabe ist es, den Prozess zu begleiten, die Teile nach Wertschöpfungsschritten zu messen und letztlich die produzierte Qualität zu kontrollieren. Dafür ist die beste Technik gerade gut genug.
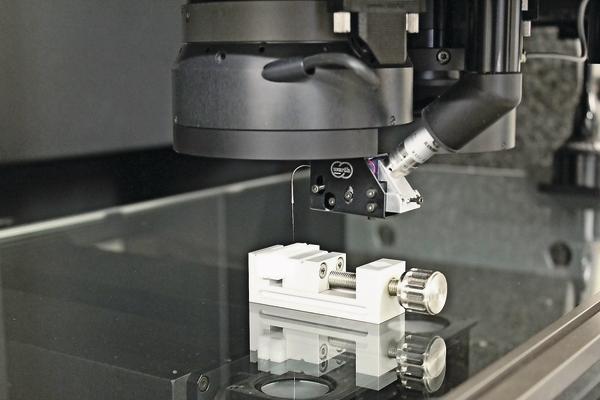
Der bei SPT eingesetzte VideoCheck HA 800 der Gießener Werth Messtechnik GmbH bietet verschiedenste Sensoren. Für berührungslose Messungen wird der Bildverarbeitungssensor eingesetzt, der bei guter Bildqualität auch hohe Vergrößerungen zulässt. Er ermöglicht die vollautomatische Messung komplizierter, sehr kontrastarmer Werkstücke im Durch- und Auflicht. Eine echte Konturbildverarbeitung erlaubt die Aufnahme kompletter, geschlossener Konturzüge. Spezielle Filterverfahren der Grauwertbildverarbeitung, wie Kontur- und Bildfilter, reduzieren den Einfluss unterschiedlicher Bearbeitungszustände oder von Schmutzpartikeln auf das Messergebnis und haben kontrastverstärkende Funktion.
Die Messungen in der Z-Achse erfolgen mit dem Bildverarbeitungssensor durch Fokusvariation entweder flächenhaft als Punktewolke (3D-Patch) oder als gemittelter Einzelpunkt. Der Taster (Scanningtaster) SP25 ist ein eher traditionelles taktiles Messmittel, das für viele Standardaufgaben notwendig ist. Ebenfalls berührend arbeitet der hauchfeine taktil-optische Fasertaster WFP von Werth, der es ermöglicht, mit seiner nur 20 μm großen Tastkugel Messungen extrem kleiner Geometrien mit kleinsten Antastkräften hochgenau durchzuführen.
Einen wesentlichen Anteil am Messerfolg hat auch die Lichtregelung. Sie gewährleistet das automatische Anpassen der Beleuchtungsintensität bei wechselnden Oberflächen und Farben. Roger Hänzi, Leiter Qualitätsprüfung bei SPT, hebt die Zoomoptik von Werth besonders hervor: „Sie ist eine flexible Lösung für zahlreiche Messaufgaben. Zusätzlich zur Vergrößerung erlaubt sie auch, den Arbeitsabstand zwischen Objektiv und Messobjekt im Bereich zwischen 20 und 200 Millimeter anzupassen.“
Gerade für die optisch schwer zu messende weiße Keramik hat sich der Zoom als hilfreich erwiesen. Der flexible Arbeitsabstand in Kombination mit dem patentierten Multiring zur Änderung des Beleuchtungswinkels ermöglicht das Visualisieren von Objektkanten, die mit klassischen Beleuchtungsmethoden nicht sichtbar waren.
Ein wesentlicher Grund für die Investitionsentscheidung zugunsten des VideoCheck HA 800 waren auch die kombinierbaren, multisensorischen Fähigkeiten. Wobei diese Technik für Qualitätssicherer Hänzi und sein Team nicht neu war. Bereits seit 18 Jahren arbeiten sie mit einem Multisensor-Koordinatenmessgerät, das optische und taktile Antastverfahren auf einem Gerät vereint. „Allerdings sind Hard- und Software trotz der durchgeführten Updates in die Jahre gekommen“, erklärt Hänzi, „und der aktuelle Stand der Technik ermöglicht deutlich höhere Präzision und schnellere Messvorgänge.“ Gemeinsam mit Herbert Augustiny durchforstete er vor zwei Jahren den Markt nach einem neuen Multisensor-Koordinatenmessgerät. Es sollte sich für Objekte im Millimeterbereich genauso gut eignen wie für Teile aus dem Werkzeugbau, die 200 mm groß und mehrere Kilogramm schwer sein können. Von den Sensoren erwarteten die Messtechnik-Spezialisten Genauigkeiten im Bereich von 1 bis 2 μm. Anforderungen, denen der Werth VideoCheck HA 800 mit seiner Sensorik gewachsen ist. Durch das modulare Konstruktionsprinzip ist das Messgerät problemlos auf künftige Anforderungen erweiterbar. Für Augustiny ist auch der neue Werth 3D-Fasertaster eine Überlegung wert: „Dieser Sensor war bei unserer Kaufentscheidung noch in Entwicklung.“ Durch die Erweiterung der Antastmöglichkeit in der Z-Achse, im Vergleich zum klassischen Fasertaster, bietet er gerade bei der Messung von 3D-Mikrobauteilen noch weitere Anwendungsmöglichkeiten. Was noch nicht ist, kann ja noch werden. su
Ihr Stichwort
- Messtechnik
- Mikroteile aus Keramik
- Fertigungskontrolle
- Bildverarbeitung
- Multisensorik
Unsere Webinar-Empfehlung

Erfahren Sie, was sich in der Medizintechnik-Branche derzeit im Bereich 3D-Druck, Digitalisierung & Automatisierung sowie beim Thema Nachhaltigkeit tut.
Teilen:





{kind=link}