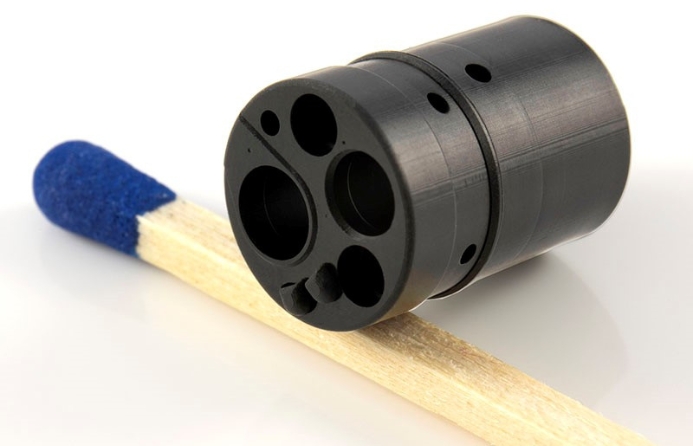
Kunststoffe spielen außer bei Einwegartikeln zunehmend auch bei hochwertigen Systemen eine Rolle. Zum Fügen der RowePump-Infusionspumpe aus Polycarbonat kommt das Lasersystem Novolas WS von Leister zum Einsatz.
Die Weiterentwicklung bestehender Produkte hat immer häufiger zum Ziel, nicht nur Kosten zu sparen, sondern für den Patienten auch komfortabler und sicherer zu sein. Die RowePump-Infusionspumpe für kritische Medikamente der RoweMed AG enthält ohne zusätzlichen elektrischen Antrieb eine Flowratenkonstantregelung und kann bei intravenösen und subkutanen Infusionen eingesetzt werden. Das Einsatzfeld reicht von der Onkologie, Schmerztherapie, über die Verabreichung von Antibiotika, Hormonen, Antiepileptika und Spasmolytika, bis hin in den Bereich der Kardiologie. Die robuste Pumpe, die mit einem Leister-Lasersystem vom Typ Novolas WS gefügt wird, gibt es mit unterschiedlichen Füllungsvolumina. Sie kann je nach Anwendung mit Flowraten von 0,5 ml/h bis 25 ml/h betrieben werden. Ein weiterer positiver Aspekt sei das geringe Medikamentenrestvolumen von unter 1ml.
Um die erforderliche Genauigkeit zu erreichen, muss der Fügeprozess insbesondere an den für die Dosierung besonders wichtigen Teilen hohen Anforderungen genügen. Das Laserdurchstrahlschweißen mit seiner berührungslosen und exakt dosierbaren Energieeinbringung bietet sich als Füge- verfahren an.
Beim Laserdurchstrahlschweißen wird ein Bauteil, welches für die Laserstrahlung des Diodenlasers durchlässig ist, mit einem die Laserstrahlung absorbierenden Bauteil gefügt. Die Bauteile werden vor dem Schweißen mittels einer Spannvorrichtung in Kontakt gebracht. Der Laserstrahl durchdringt das transparente Bauteil und wird im Fügepartner absorbiert. Die Laserenergie wird in Wärme umgewandelt. Durch Wärmeleitung wird nicht nur das absorbierende Bauteil sondern auch das transparente Bauteil exakt in der Fügezone aufgeschmolzen. Beim Abkühlen entsteht eine feste Schweißnaht. Bei der RowePump sind die Anforderungen an diese Schweißnaht hoch.
Als Werkstoff kommt ein speziell für medizintechnische Anwendungen optimiertes Polycarbonat zum Einsatz. Das Gehäusemittelteil ist gemäß den Designvorgaben blau eingefärbt. Auf dieses Teil wird von jeder Seite je ein transparenter Deckel geschweißt. Die Bauteile müssen einem Innendruck von bis zu 4 bar standhalten. Nicht zuletzt aufgrund der hohen Hygieneanforderungen an das Gerät und der integrierten Mikrokanäle mit Durchmessern im Bereich über 10 μm, müssen die Schweißungen absolut partikelfrei erfolgen. Da sich die Mikrokanäle in unmittelbarer Nähe der Schweißnaht befindlichen, ist eine hohe Präzision in der Energieeinbringung gefordert. Ferner soll die Zykluszeit möglichst kurz sein.
Bei der Evaluation von Fügeverfahren, die all diese Bedingungen erfüllen sollten, hat sich schnell das Laserdurchstrahlschweißen als geeignet herauskristallisiert. Erste Vorversuche waren ernüchternd. Die Eindringtiefe der ausgewählten Laserstrahlung war im blau eingefärbten Material zu hoch. Es wurde zu tief aufgeschmolzen, und weder die geforderte Maßhaltigkeit noch die Festigkeit konnten erreicht werden.
An dieser Stelle begann eine intensive Zusammenarbeit zwischen Treffert Polymertechnologie, dem Lasersystemhersteller Leister und dem Endkunden RoweMed. Die Aufgabe war es, einen Farbstoff mit Funktion zu entwickeln. Dieser Farbstoff muss dem Blau der Firmenfarbe des Kunden entsprechen, den hohen Anforderungen der Medizintechnik standhalten, die mechanischen Eigenschaften des Kunststoffes nicht beeinflussen und eine optimale Absorption der Laserenergie in der Bauteiloberfläche ermöglichen. Zur Verbesserung der Absorption wurde eine Rezeptur mit einem Absorptionsmaximum bei 1064 nm erstellt. Die erreichte Farbstellung entsprach allerdings nicht den Vorstellungen des Anwenders. Der optimale Farbton mit dem benötigten Absorptionsverhalten wurde mit einer niedrigeren Absorptionswellenlänge erreicht. Um eine gleichmäßige Verteilung des Absorbers in der Kunststoffmatrix sicher zu stellen, wurde ein Compound produziert. Im nächsten Schritt galt es, Spaltmaße zwischen den zu schweißenden Bauteilen zu vermeiden, die sonst den Schweißprozess stark beeinträchtigen würden.
Das Fügen der verschiedenen Bauteile der RowePump mittels Laserdurchstrahlschweißen wird auf einem Lasersystem des Schweizer Unternehmens Leister Process Technologies durchgeführt. Es kommt ein System der Baureihe Novolas WS (Worksta-tion) zum Einsatz. Das Fertigungssystem ist mit einem Diodenlaser mit 50 W Ausgangsleistung und der für den Absorber geeigneten Wellenlänge ausgestattet. Es beinhaltet zwei Linearachsen mit einem Verfahrweg von jeweils 250 mm, welche die Relativbewegung zwischen Laserstrahl und Bauteil ausführen. Für die zu produzierende Stückzahl von 200 000 bis 400 000 Teilen pro Jahr ist eine Standard-Workstation in der Ausführung als Handarbeitsplatz bestens geeignet. Die Bauteile werden manuell bestückt und entnommen. Der eigentliche Schweißprozess erfolgt im lasersicher geschlossenen Bearbeitungsraum der Maschine automatisch. Die Spannvorrichtung ist doppelt ausgelegt. Zwei Bauteile können unabhängig voneinander gespannt werden. Auf dem einen Teil wird das Oberteil, auf dem anderen das Unterteil angedrückt. Es befinden sich also immer zwei Teile in der Maschine. Bei jedem Schweißzyklus werden je ein Oberteil auf ein Mittelteil und ein Unterteil auf dieses bereits gefügte Ensemble geschweißt. Dieser Ablauf gewährleistet, dass mit jedem Zyklus ein beidseitig geschweißtes Bauteil der Maschine entnommen werden kann, ohne umrüsten zu müssen. Ferner liegen nur komplett geschweißte Teile vor, so dass eine Zwischenlagerung von halbgeschweißten Bauteilen entfällt. Um dem Bediener die Arbeit zu erleichtern und einen sicheren Prozessablauf zu gewährleisten, ist die Maschine mit weiteren Features ausgestattet: Die Bauteilaufnahmen in den Spannvorrichtungen sind jeweils überwacht, so dass die Anwesenheit und richtige Positionierung der Bauteile detektiert wird. Die Bestückungsöffnung ist mit einem Lichtvorhang ausgestattet. Der Prozess wird automatisch gestartet. Durch die so erzielte Zykluszeit ist die Maschine bei der angestrebten Stückzahl zu etwa 50% ausgelastet. Die freie Kapazität kann durch den Ausbau der Produktion oder das Schweißen anderer Bauteilen genutzt werden. Denkbar ist für RoweMed auch, die Auslastung des Laserschweißsystems durch Lohnarbeit für weitere Firmen zu erhöhen.
Oliver Hinz, Leister Process Technologies, Kägiswil/Schweiz Nadia Einnolf, RoweMed, Parchim Dr. Sibylle Glaser, Treffert , Bingen
Ihr Stichwort
- Laserdurchstrahlschweißen
- Berührungsloses Fügen
- Polycarbonat
- Bauteiloberfläche
- Laserenergie
Unsere Whitepaper-Empfehlung
Was leisten additive Fertigungstechnologien heute? Mit der neuen Projektionsmikro-Stereolithografie lassen sich Mikroteile als Prototypen oder Serienteile in höchster Genauigkeit und Präzision fertigen. Dies lohnt sich selbst bei kleinen und mittleren Serien. Mehr erfahren Sie…
Teilen: