Die additive Fertigung spielt ihre Stärken aus, wenn Konstrukteure Bauteile komplett neu denken. Doch um die Gestaltungsfreiheiten auch wirklich zu nutzen, sind grundlegende Kenntnisse zu Verfahren und Maschinen erforderlich.
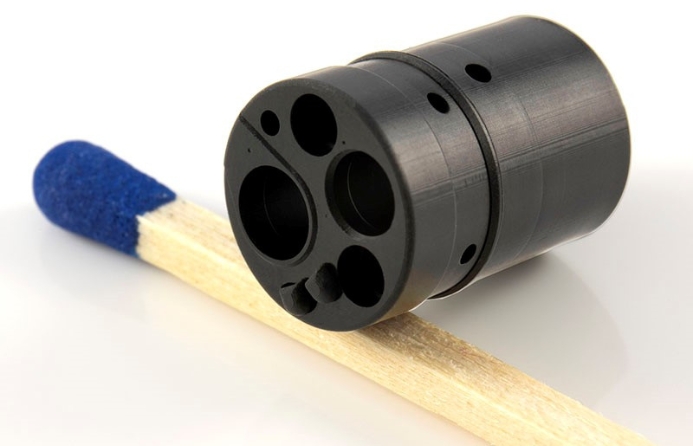
Der Griff für Chirurgieinstrumente hat es im wahrsten Sinne des Wortes in sich: Statt massiven Metalls befindet sich in seinem Inneren eine komplexe Wabenstruktur, die gleichermaßen für geringes Gewicht und hohe mechanische Stabilität sorgt. „Solche Geometrien lassen sich nicht einmal mit Feinguss realisieren, dafür kommen nur generative Fertigungsverfahren infrage“, stellt Claus Aumund-Kopp klar, Projektleiter für Pulvertechnologie/Generative Fertigung am Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM in Bremen. Die Forscher haben sich bei der Griff-Studie des selektiven Laserschmelzens bedient, bei dem metallisches Pulver in einer dünnen Schicht auf einer Grundplatte aufgebracht und mittels Laserstrahlung Schicht für Schicht lokal vollständig umgeschmolzen wird. Nach der Erstarrung bildet der Werkstoff eine feste Materialschicht und letztlich ein festes Materialvolumen.
Doch die komplexe Wabenstruktur allein reichte den Wissenschaftlern nicht aus, um die konstruktiven Möglichkeiten aufzuzeigen, die die generative Fertigung eröffnet: Deshalb haben sie in einer Ecke eine kleine Kavität integriert, in die sich beispielsweise ein RFID-Chip integrieren lässt. Für das Einlegen des Chips wird der Herstellungsprozess einfach kurz unterbrochen – und weiter geht’s. „Der Chip ist durch das umgebende Metall komplett geschützt. Aber dennoch sind die darauf gespeicherten Daten etwa in dem Instrumentenverwaltungssystem einer Klinik auslesbar, also die ID-Nummer des Griffs oder Daten darüber, wann er von wem sterilisiert worden ist“, erklärt Aumund-Kopp. Auch Sensoren lassen sich in die Kavität einbauen, um etwa die Temperatur während der OP oder der Wiederaufbereitung zu überwachen.
Ein anderes Beispiel dafür, wie sich solche absolut dichten Hohlräume nutzen lassen, nennt Prof. Detmar Zimmer, der den Lehrstuhl für Konstruktions- und Antriebstechnik an der Universität Paderborn innehat und im Direct Manufacturing Research Center (DMRC) auf dem Gebiet der additiven Fertigung forscht: „Lässt man Pulver in einer umhüllten Gitterstruktur oder bringt man ein Fluid in definiertem Umfang in eine solche Struktur ein, dann kann dies für eine integrierte Dämpfungsfunktion bei schwingenden Bauteilen sorgen. Die Möglichkeit einer solchen Funktionsintegration ist ein signifikanter Vorteil der additiven Fertigung.“
„Solche Hohlräume sind ein sehr gutes Beispiel dafür, dass die generative Fertigung ganz neue Bauteilgeometrien und Möglichkeiten eröffnet, doch fehlen Entwicklern und Konstrukteuren noch die entsprechenden Kenntnisse“, stellt Aumund-Kopp fest.
„Konstruktiv gibt es so gut wie keine Grenzen“, betont Hans Keller, der beim Tuttlinger Medizintechnikhersteller Aesculap sowohl den Prototypen- und Werkzeugbau als auch die Entwicklung neuer Fertigungstechnologien leitet. „Die generative Fertigung ist eine Wahnsinnschance, komplett anders zu konstruieren. Das heißt im Umkehrschluss aber auch, dass Entwickler und Konstrukteure anders denken müssen, wenn man das Optimum aus den additiven Fertigungsverfahren herausholen will.“
Keller weiß, wovon er spricht. Denn Aesculap setzt schon seit mehr als 20 Jahren auf die additive Fertigung – und zwar im Prototypen- und Hilfsmittelbau. Aber schon bald will das Unternehmen mit Kniegelenkimplantaten aus einer Cobalt-Chrom-Legierung in Kleinserie gehen.
Welche konstruktiven Chancen sich Aesculap durch die generative Fertigung bieten, erklärt Keller anhand eines Wirbelersatzes, der für die Dreh-Fräs-Bearbeitung konstruiert wurde: „Aus biomedizinischer Sicht war die Konstruktion aber nicht optimal. Erst mit Hilfe der additiven Fertigung hatten unsere Entwickler die Möglichkeit, durch Hinterschnitte und aufwendige Konturen, die sich mit der Dreh-Fräs-Bearbeitung kaum umsetzen lassen, auf die anatomischen Belange stärker Rücksicht zu nehmen.“ Eine Alternative zum Lasersintern wäre nur das Abzeilen von 3D-Konturen auf der Werkzeugmaschine gewesen – „aber das ist kaum bezahlbar“, so Keller. Insgesamt sechs 3D-Drucker für das Polyjet-Photopolymer-Verfahren und drei Laserschmelzanlagen hat er für Aesculap seit 1993 gekauft.
Auf den 3D-Druckern fertigt Aesculap beispielsweise Wirbelsäulen-Spannelemente für Montagetests, Bauteile für die Entwicklung und Programmierung der Messprozesse in der Produktion, Gusswerkzeuge für Silikonabgüsse (Rapid Tooling), Urmodelle für die Silikonwerkzeuge oder Gusswerkzeuge für Abdeckungen zum Sandstrahlen von Hüftgelenken in der Serienfertigung.
Im Laserschmelz-Verfahren entstehen unter anderem Kleinserien von Knierohlingen aus einer Cobalt-Chrom-Legierung. „Das bringt eine enorme Zeitersparnis“, rechnet Keller vor: Die Herstellung eines Werkzeugs für den konventionellen Guss dauert rund 20 Wochen und kostet 20 000 Euro. Auf der Laserschmelzanlage hingegen entstehen neun Knierohlinge in 44 Stunden. Zwar liegt der Preis eines generativ gefertigten Rohlings für das Unternehmen noch 30 bis 40 % über dem eines konventionell gefertigten. Doch Keller ist sich sicher, dass die Preise für die Werkstoffe durch das Auslaufen von Patenten in den nächsten Jahren sinken werden. Daneben schwört Keller auf die additive Fertigung im Werkzeugbau.
„Komplex angeordnete Kanäle für die konturnahe Kühlung bei Spritzgießwerkzeugen lassen sich im Grunde nur additiv herstellen, mit keinem Bohrer sind solche Windungen umsetzbar“, bestätigt Dr. Rainer Krug, Technischer Leiter bei Renishaw in Pliezhausen. Die konturnahe Kühlung sorgt für kürzere Zykluszeiten beim Spritzgießen sowie eine bessere Oberflächenqualität der gefertigten Kunststoffbauteile. Renishaw bietet seit der Übernahme von LBC im Frühjahr 2013 nicht nur Laserschmelzanlagen, sondern auch Konstruktions- und Simulationsdienstleistungen sowie eine Lohnfertigung lasergenerierter Prototypen und Serienteile aus metallischen Pulverwerkstoffen an.
Auch bei Greifern und Balgzylindern für Pneumatiken spielt die additive Fertigung ihre konstruktiven Vorteile aus: „Gelenke können montagefrei gebaut werden. Zapfen greifen in Bohrungen, ohne dass sie montiert werden müssen“, sagt Aumund-Kopp vom Fraunhofer IFAM. „Oder ein Ring umschließt eine Öse ohne Aufbiegen und aufwendiges Verlöten. Dort, wo kein Material sein soll, werden Kunststoff oder Metall nicht miteinander verschmolzen. Das Pulver rieselt später einfach heraus.“
Im Prinzip seien bei der additiven Fertigung alle Konstruktionsfreiheiten gegeben. „Doch muss der Konstrukteur wissen, welches Verfahren eingesetzt werden soll, denn jedes hat seine Eigenheiten“, so Renishaw-Experte Krug. Aumund-Kopp bestätigt dies: „Generelle Konstruktionsprinzipien wie etwa beim Gießen – Entformungsschräge vorsehen, keine Materialanhäufung oder Verrippungen gleicher Stärke – gibt es bei der additiven Fertigung nicht. Dennoch ist nicht so, dass alles machbar ist. Die konkreten Einschränkungen muss man sich jeweils im Detail anschauen.“
Die meisten Unternehmen, die heute für die additive Fertigung konstruieren, haben sich das entsprechende Know-how selbst beigebracht. Bei Aesculap schart Keller von Zeit zu Zeit eine Gruppe von Entwicklern um sich, um ihnen die Besonderheiten und Chancen der verschiedenen, im Unternehmen eingesetzten Verfahren nahe zu bringen. Das Do-it-yourself-Verfahren wendet auch das Rosenheimer Ingenieurbüro Zmartpart an, das sich auf die Auslegung additiv gefertigter Bauteile spezialisiert hat – so wurde beispielsweise einer Lösung für eine Greifeinheit entwickelt, bei der sechs Frästeile und 17 Zukaufteile durch ein einziges additiv gefertigtes Bauteil ersetzt wurden. „Bei Maschinenherstellern und Dienstleistern erfährt man zwar viele Details, doch beziehen sich diese immer nur auf die jeweiligen Maschinen und Verfahren“, sagt Vitus Zeller, kaufmännischer Leiter. „Konzentriertes, praxisbezogenes Know-how für die Aus- und Weiterbildung von Entwicklern gibt es in diesem Bereich bislang kaum.“
Unterstützung kommt hier von der Uni Paderborn: Anfang 2015 veröffentlicht sie nach mehrjährigen Untersuchungen ein Regelwerk für die additive Fertigung, genannt Direct Manufacturing Design Rules (DMDR). „Damit geben wir Entwicklern einen Katalog von Konstruktionsregeln an die Hand, um so konstruieren zu können, dass man verschiedene Verfahren stabil einsetzen kann“, erklärt Zimmer. Das Regelwerk bezieht sich auf die Verfahren Laserschmelzen, Lasersintern sowie Fused Deposition Modeling (FDM). Für diese wurden Regeln für bestimmte Maschinen mit Standardparametern, für häufig verwendete Werkstoffe und für Standardelemente wie etwa Platten, Zylinder oder Spalte ermittelt – und zwar durch das systematische Herantasten an die jeweiligen Grenzen. Dieses Wissen will die Uni Paderborn bald auch in Seminaren vermitteln. Zimmer: „Im nächsten Schritt ist es dann auch denkbar, diese Designregeln in CAD-Software zu hinterlegen.“
Sabine Koll Journalistin in Böblingen
Bei Aesculap wird die generative Fertigung bald in der Serie eingesetzt
Weitere Informationen Zu den Forschungseinrichtungen Fraunhofer IFAM und DMRC an der Uni Paderborn: www.ifam.fraunhofer.de dmrc.uni-paderborn.de Zum Medizintechnikhersteller Aesculap: www.aesculap.de Zum Maschinenhersteller und Dienstleister Renishaw: www.renishaw.de Zum Ingenieurbüro Zmartpart: www.zmartpart.de
Ihr Stichwort
- Generative/additive Fertigung
- Neue gedankliche Ansätze
- Konstruktionsregeln sind in Arbeit
- Geplante Seminare
- Mögliche Integration von Wissen in CAD-Programme
Mehr als 60 Regeln
Die Konstruktionsregeln des Paderborner DMRC für additive Fertigungsverfahren, genannt Direct Manufacturing Design Rules (DMDR), sind applikations- und funktionsunabhängig, vollständig auf geometrische Aspekte fokussiert und somit einfach auf individuelle Bauteilgestalten übertragbar. Die angewendete Methode ermöglicht für die drei betrachteten Fertigungsverfahren – Laserschmelzen, Lasersintern und Fused Deposition Modeling (FDM) – ein gleiches Vorgehen bei der Erarbeitung der Konstruktionsregeln. Dadurch ist ein direkter Vergleich zwischen den verfahrensspezifischen Untersuchungsergebnissen möglich. Formuliert haben die Wissenschaftler dabei mehr als 60 Regeln; etwa für die Konstruktion innenliegender Ecken. Auch sollte die Dicke von nicht-gekrümmten Elementen so groß sein, dass jede Schicht aus einer Kontur mit einbeschriebenem Raster gebildet werden kann, um Maßabweichungen zu minimieren. Beim Lasersintern ist somit bei den zu Grunde gelegten Maschinenparametern eine Wandstärke von mindestens 1,0 mm, beim Laserschmelzen von 0,6 mm und bei FDM von 1,5 mm notwendig. Andere Maschineneinstellungen führen zu qualitativ vergleichbaren, aber quantitativ anderen Werten. Derzeit arbeitet die Uni Paderborn im Projekt DMDR 2.0 daran, die Gültigkeit der Konstruktionsregeln auf weitere Maschinen, Maschinenparameter und Werkstoffe auszuweiten.
Online weiterlesen
Mehr über den Einsatz der additiven Fertigung im Werkzeugbau beim Präzisionswerkzeughersteller Mapal sowie über entsprechende CAD-Lösungen finden Sie im Online-Magazin unter www.medizin-und-technik.de/onlineweiterlesen.
Verfügbar bis 16. Februar 2015 – also bis die nächste Ausgabe mit einem neuen Titelthema erscheint.
Unsere Whitepaper-Empfehlung
Was leisten additive Fertigungstechnologien heute? Mit der neuen Projektionsmikro-Stereolithografie lassen sich Mikroteile als Prototypen oder Serienteile in höchster Genauigkeit und Präzision fertigen. Dies lohnt sich selbst bei kleinen und mittleren Serien. Mehr erfahren Sie…
Teilen: