

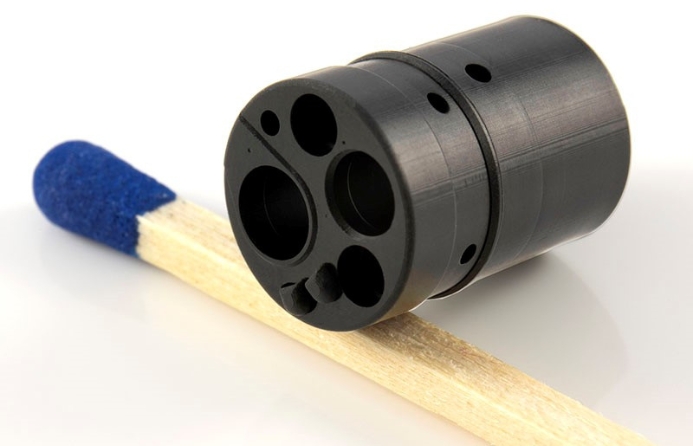
Technische Innovationen im Millimeterbereich mit Toleranzen im Bereich weniger Mikrometer erfordern neue Bearbeitungsmethoden. Nur so können präzise Feinwerkbauteile in Mikrosystemen, Geräten und im lebenden Organismus funktionieren.
Gepulste Festkörperlaser spielen in der Medizintechnik und Feinwerktechnik seit über 30 Jahren eine bedeutende Rolle. Sie kommen als diagnostische und therapeutische Strahlwerkzeuge zum Einsatz. Vor allem gepulste Festkörperlaser werden in der medizinischen Materialbearbeitung von Systemkomponenten, Instrumenten, Implantaten und Produktionsausrüstung erfolgreich eingesetzt. Die Bandbreite der Anwendungen reicht von den klassischen Schneid- und Schweißprozessen bis zu Bohr- und Abtragprozessen an medizinischen Komponenten. Hierbei erschließt der Faserlaser stetig neue Anwendungsfelder, beispielsweise die Bearbeitung biokompatibler Materialien wie Nitinol.
Gepulste Faserlaser eignen sich durch ihre hohe Strahlqualität und Effizienz im besonderen Maße für medizinische Anwendungen in der Materialbearbeitung von Metallen, beispielsweise Edelstahl und Titan, sowie von keramischen Werkstoffen.
„Der weltweite Markt für gepulste Faserlasersysteme im Bereich bis 400 W wird sich in den nächsten Jahren überdurchschnittlich stark im Vergleich zum High-Power-Segment entwickeln“, erwartet Michael Grupp, der das Applikationszentrum der IPG Laser GmbH leitet. Der kostengünstige und energieeffiziente Einsatz habe den Markt überzeugt. Grupp: „Vor allem die alten Nd:YAG- Lasersysteme werden durch Faserlasersysteme ersetzt. Auch zahlreiche Applikationen in der Medizintechnik profitieren von dieser Entwicklung.“
Die Burbacher Laserexperten verfügen neben cw-Faserlasern auch über ein breites Programm an gepulsten Faserlasern von 0,5 mJ bis 40 mJ, bei 10 W bis 500 W mittlerer Leistung. „In der Materialbearbeitung werden heute zwei Arten von Faserlasern eingesetzt“, erzählt Michael Grupp, „Grundmode cw-Laser und gepulste q-switched-Faserlaser“.
Die Hauptanwendungen für diese cw-Laser sind das Fein- und Feinstschneiden sowie das Punkt- und Nahtschweißen. Je nach Anwendungsfall im Feinschneiden können die Laser zur Anpassung extern bis >200 kHz moduliert werden. So können diese Laser neben dem cw-Betrieb auch Pulse im µs- und ns-Bereich erzeugen. Thermische Beeinflussungen und Schäden im Wärmeeinflussbereich der Materialien infolge der Laserstrahlbearbeitung können durch angepasste Pulsdauern deutlich reduziert werden.
Kompakte, luft- oder wassergekühlte gepulste Faserlaser erzeugen hohe Leistungsdichten und kurze Pulsbreiten im Nanosekundenbereich. Der gepulste Faserlaser liefert seine Pulse über eine flexible Lichtleitfaser über einen integrierten optischen Isolator direkt zum optischen Bearbeitungskopf. Der zur Verfügung gestellte Strahl kann vom Strahldurchmesser her an die jeweilige Anwendung angepasst werden.
Das Laserstrahlfeinschweißen durch Faser- laser in Kombination mit Scannern oder konventionellen Optiken konnte bereits für Edelstahl, Kupfer sowie andere Mischverbindungen qualifiziert werden. „Im medizinischen Präzisionsgerätebau finden sich zahlreiche Anwendungen für das Laserfeinschweißen, denn die Schweißnähte zeichnen sich durch ihre geringe Rauheit, hohe Schweißnahtqualität und große Aspektverhältnisse aus“, weiß Laserspezialist Grupp. Bei beiden Werkstoffen werde der Tiefschweißeffekt erreicht. Aufgrund der geringen sich einstellenden Durchmischung sind die Nähte im Überlappstoß rissfrei.
Um hochgradige Gefäßverschlüsse zu verhindern, werden heute Stents implantiert. Das Aufdehnen soll dabei einen erneuten Gefäßverschluss verhindern. Bei den Stents handelt es sich um filigrane Gittergerüste in Röhrchenform aus Metall, Kunststoff oder bioresorbierbaren Milchsäuren.
Damit filigrane Strukturen im Bereich einiger 10 µm in die Röhrchen geschnitten werden können, kommen für diese Aufgabe nur Lasersysteme mit sehr hoher Strahlqualität in Frage. Faserlaser eigenen sich im besonderen Maße für diese Anwendung, da durch den kontrollierten und stabilen Energieeintrag und dem daraus resultierenden geringen Wärmeeintrag das Bauteil thermisch nur sehr gering belastet wird.
Beim Bohren mit gepulsten Faserlasern wird aufgrund der geringen Pulsenergie grundsätzlich im Perkussionsbohr- oder im Wendelbohrverfahren gearbeitet. Der Laserstrahl trifft in mehreren Pulsen die gleiche Stelle auf dem Werkstück und verdampft jeweils einen geringen Volumenanteil. Es lassen sich somit Bohrlochtiefen bis in den Bereich einiger Millimeter erzielen. Durch hohe Pulsrepetitionsraten bis in den MHz-Bereich hinein werden trotzdem hohe Bohrraten erzielt.
Andreas Bünting IPG Laser, Burbach
Für jede Anwendung die richtige Laserbearbeitung
Ihr Stichwort
- Gepulste Faserlaser
- Präzisionsgerätebau
- Laserfeinschweißen
- Laserfeinschneiden
- Laserbohren
- Stents
- Hoher Wirkungsgrad >30%
- Hohe Strahlqualität
- Geringe Betriebskosten
- Keine Wartung und hohe Lebensdauer
- Sehr gute Automatisierbarkeit
- Kompakt und robust
- Hohe Verfügbarkeit
Faserlaser
Faserlaser vereinigen die Vorteile von diodengepumpten Festkörperlasern mit denen von Lichtwellenleitern. Unterstützt durch die Lichtführung im dotierten Kernbereich der Faser, können hohe Leistungsdichten über die gesamte Faserlänge transportiert werden.
Dadurch werden in der Medizintechnik Laserprozesse möglich, die mit herkömmlichen Festkörperlasern nicht realisiert werden können. Des Weitern bieten Faserlaser hohe Ausgangsleistungen bei gleichzeitig sehr guter Strahlqualität und Verfügbarkeit.
Die Vorteile auf einen Blick:
Unsere Whitepaper-Empfehlung
Was leisten additive Fertigungstechnologien heute? Mit der neuen Projektionsmikro-Stereolithografie lassen sich Mikroteile als Prototypen oder Serienteile in höchster Genauigkeit und Präzision fertigen. Dies lohnt sich selbst bei kleinen und mittleren Serien. Mehr erfahren Sie…
Teilen:





{kind=link}