

Ein Außengewinde an Zubehörteilen für medizinische Kamerasysteme zu strehlen, erwies sich als schwierig: In den dünnwandigen Teilen musste der Schnitt mehrfach unterbrochen werden. Mit Wirbelwerkzeugen hingegen ließen sich die Gewinde hochgenau und gratfrei erzeugen.
Kleine Bauteile für medizinische Kameras stellten Peter Loos, Produktionsleiter bei der Berliner W.O.M. AG, vor eine große Aufgabe. Dünnwandige Spannzangen mit Außengewinde sollten wirtschaftlich und prozesssicher aus Messing gefertigt werden. Zuerst versuchte die Mannschaft um Stefan Möller, Teamleiter CNC-Drehen, das Gewinde in mehreren Durchgängen zu strehlen. Der Vorgang war wegen der mehrfachen Schnittunterbrechung aber störungsanfällig und zeitaufwendig. Darüber hinaus verursachten Sonderspannmittel zusätzlichen Aufwand, so dass keine zukunftssichere Lösung erreichbar zu sein schien.
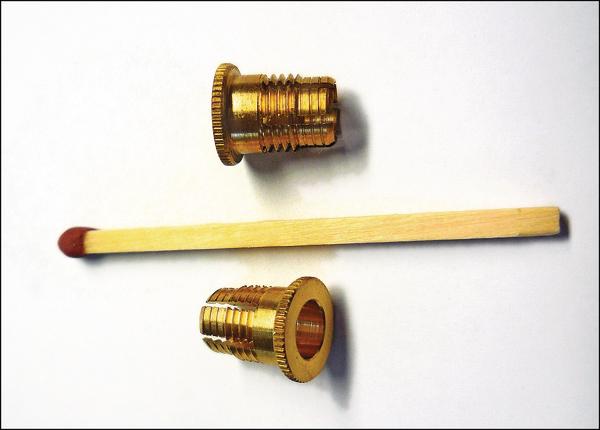
Die Spannzangen werden in verschiedenen Kameras des Herstellers eingebaut, die medizinische Eingriffe visualisieren und dokumentieren. Die Komplettbearbeitung der Spannzangen aus Messing erfolgt auf einem CNC-Lang- und Kurzdrehautomaten Traub TNL 18P in einer Aufspannung, ab Stange mit einem Durchmesser von 8 mm. Die Teile benötigen ein Außengewinde M7 x 0,75, das wegen der geringen Wandstärke von nur 0,6 mm nicht einfach herzustellen ist. Auch die sechs axialen, unter 60° angeordneten Schlitze waren eine Herausforderung. Wirtschaftliche Grenzen bei der Fertigungsplanung setzen auch die relativ geringen Stückzahlen von etwa 300 Stück im Quartal.
Eine Alternative zum Strehlen bot sich mit dem Gewindewirbeln mit Hilfe des Wirbelwerkzeugs M302, das die Tübinger Hartmetall-Werkzeugfabrik Paul Horn GmbH anbietet. Dieses Wirbelverfahren versprach Zeitersparnis, eine verbesserte Qualität und vor allem gratfreies Arbeiten.
Bei der Herstellung der Spannzangen für die Kameras bringt W.O.M. nun zunächst die Innenbohrung an und fräst dann die Schlitze. Zuletzt wird das Außengewinde M7 x 0,75 gewirbelt – trotz des 6-fach unterbrochenen Schnittes in der gewünschten Genauigkeit und Prozesssicherheit.
Das mit sechs Hartmetall-Schneiden bestückte Wirbelwerkzeug M302 ist vor der Führungsbüchse positioniert und um den Steigungswinkel des zu schneidenden Gewindes geneigt. Es rotiert beim Schneiden mit einer Drehzahl 6 000 min-1. Der Vorschub wird bei der ersten Serie mit etwa 500 mm/min programmiert. Die C-Achse des Drehautomaten dreht sich gegenläufig mit niedrigerer, der Steigung des Gewindes angepasster Drehzahl. Dabei ist jeweils nur ein Zahn im Eingriff. Die volle Gewindetiefe wird in einem Durchgang erzeugt. Das Aufmaß des Ausgangsmaterials wird mit zerspant und der Außendurchmesser des Gewindes überschnitten. Ist die gewünschte Gewindelänge erreicht, fahren das Wirbelwerkzeug radial und das Werkzeug axial zurück.
Beim Gewindedrehen oder -strehlen spielt das Längen-Durchmesser-Verhältnis des Werkstücks eine wichtige Rolle und setzt technische Grenzen. Da beim Gewindewirbeln die Wirkstelle nahe an der Führungsbüchse des Langdrehautomaten liegt, ist dieser Aspekt hier weniger problematisch. Funktionsentscheidend sind vielmehr die exakte Winkeleinstellung des angetriebenen Werkzeuges und die gezielte Ausrichtung der Kühlung. Die Späne werden aufgrund der Zentrifugalkräfte aus dem Bearbeitungsbereich herausgeschleudert. Nach den Erfahrungen von Stefan Möller ist bei Werkstücken aus Messing keine Hochdruckkühlung erforderlich. Er verwendet lediglich Bohremulsion als Kühlschmiermittel.
Das beschriebene Werkstück für die Kameras wird in einem Arbeitsgang fertiggestellt. Dies ergibt eine stabile Schnittsituation, kurze Bearbeitungszeiten, hohe Oberflächenqualitäten und lange Standzeiten. Wegen der feinen Spanabnahme mit kurzen, definierten Spänen und des geringen Schnittmoments besteht keine Gefahr durch Abscheren.
Die Wirbelwerkzeuge des Typs M302 mit sechs Zähnen sind in zwölf Ausführungen, passend für die marktüblichen Drehautomaten, erhältlich. Die maschinenabhängigen Schneidkreisdurchmesser liegen zwischen 10 und 25 mm. Aufgrund ihrer kleinen Baugröße werden geschraubte HM-Wirbelplatten vom Typ 302 und Typ 314 verwendet. Typ 302 ist für ein- und zweigängige Gewinde konzipiert, Typ 314 nur für zweigängige. Mit den Wirbelplatten vom Typ 302 lassen sich Tiefen bis 4,3 mm bei Schnittbreiten von 4,4 mm, 5,4 mm oder 6,1 mm erreichen. Bei den für zweigängige Gewinde ausgelegten Wirbelplatten vom Typ 314 werden Formtiefen bis 5 mm erreicht. Die Schneidbreite beträgt 5,4 mm, 6,5 mm oder 7,5 mm. Die Schneiden der Zähne entsprechen dem Gewindeprofil. Jede Wirbelplatte verfügt über drei um 120° versetzte Schneiden. Das sichert ihre Wirtschaftlichkeit. Der modular aufgebaute Wirbelkopf erleichtert den Werkzeugwechsel, auch bei beengten Verhältnissen.
Nach dem erfolgreichen Einsatz des Wirbelwerkzeugs M302 bei Messing werden bei W.O.M. jetzt auch Gewinde bis M8 aus schwer zerspanbaren Werkstoffen wie Inconel, Hastelloy und Titanlegierungen gewirbelt. Bei allen Anwendungen überzeugte das Werkzeug bisher durch hochgenaue, gratfreie Gewinde und eine deutlich höhere Standzeit – ein entscheidender Vorteil gegenüber dem früheren Strehlen.
Die Wirbel- wie auch andere Werkzeuge aus dem Programm des Herstellers werden über das Horn-Abrufverfahren beschafft. Ausgehend von einer vom Anwender festgelegten Jahresstückzahl wird der aktuelle Werkzeugbedarf ohne großen Verwaltungsaufwand durch Ankreuzen in einem Formular direkt bestellt und nach der Lieferung auf die jeweiligen Kostenstellen gebucht. Das vereinfacht den Ablauf. Die angeforderten Sonderwerkzeuge können in der Regel innerhalb einer Woche eingesetzt werden.
Wolfgang-D. Schenk Fachjournalist in Reutlingen
Der Anwender
Die Unternehmensgruppe W.O.M. World of Medicine AG mit Sitz in Berlin bietet Produkte für die minimal-invasive Chirurgie. Bei einem Umsatz von 38,4 Mio. Euro beschäftigt die Gruppe rund 220 Mitarbeiter weltweit. Am Produktionsstandort in Ludwigsstadt/Frankenwald fertigen 160 Mitarbeiter Teile für das eigene Produktprogramm. Darüber hinaus belegen Lohnaufträge aus verschiedenen Branchen etwa zwei Drittel der Produktionskapazität.
Zu den Eigenprodukten gehören Insufflatoren, Pumpen und Videokameras. Bei Insufflatoren – sie erzeugen durch die Einleitung von gasförmigen Medien stabile Hohlräume für Operationen im Bauchraum – und den dazu benötigten Pumpen gilt das Unternehmen nach eigenen Angaben als Weltmarktführer. Zu seinen Pionierleistungen zählen unter anderem die Entwicklung einer der ersten Videokameras für die Endoskopie und die bessere Ausnutzung des runden Endoskopiebildes durch das Medical-HD-Format.
Ihr Stichwort
- Außengewinde
- Schneiden, Strehlen, Wirbeln
- Messing, Inconel, Hastelloy, Titanlegierungen
- Werkzeug auf Abruf
Teilen:





{kind=link}