
Damit rund um die Uhr 100 % Gutteile gefertigt werden und teure Werkzeuge keinem Kollisionsrisiko ausgesetzt sind, hat ein Hersteller von Instrumenten und Implantaten seine Maschinen mit schneller Messtechnik ausgerüstet.
Damit die mannlose Fertigung möglichst reibungslos läuft, ist es notwendig, die Bearbeitung ständig zu überwachen – denn bricht ein Werkzeug, ist niemand da, der den Not-Aus-Knopf drücken könnte. Für medizintechnische Produkte, wie sie bei der Stryker Leibinger GmbH & Co. KG in Mühlheim-Stetten an der Donau mannlos gefertigt werden, ist daher nicht nur eine hohe Präzision, sondern auch eine hohe Kontrolldichte angeraten. „In der Früh- und Spätschicht arbeiten Maschinenbediener an den Fräszentren“, berichtet Simon Heyse, Teamleiter Fräsen und für die Maschinenbeschaffung und -ausstattung verantwortlich. „In der Nacht wird aber mannlos gearbeitet, am Wochenende sogar rund um die Uhr.“
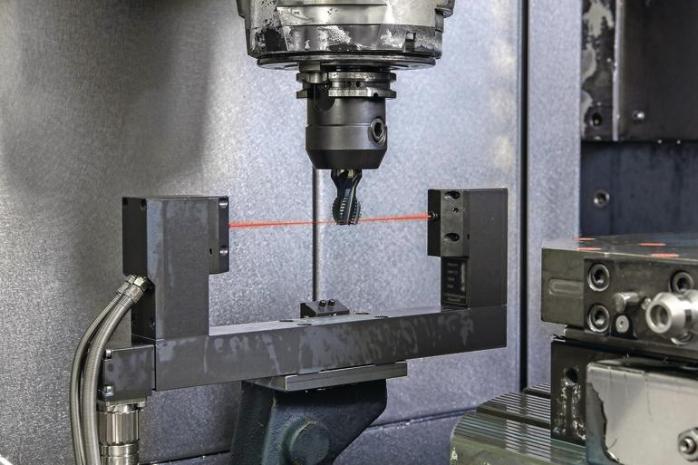
Zu diesem Zweck sind die Maschinen mit Werkstückspeichern und Handlingsystemen ausgestattet, die während der mannlosen Zeiten Werkstücke entnehmen und einsetzen. „Mehrere Fräszentren, auf denen Instrumente gefertigt werden, sind mit Lasermesssystemen vom Typ Laser Control Micro Compact NT und Messtastern vom Typ TC52 ausgestattet“, erläutert Heyse. Hergestellt werden diese von der Blum-Novotest GmbH in Ravensburg. Sie ermöglichen den zuverlässigen mannlosen Betrieb bei gleichbleibender Qualität.
Jedes Werkzeug – vom 0,5-mm-Kugelfräser bis zum 63-mm-Sägeblatt – wird hier nach jeder Bearbeitung mit Hilfe des Lasermesssystems gemessen. Stellt die Maschine dabei fest, dass ein Werkzeugbruch vorliegt, ist klar, dass der Bearbeitungsschritt nicht ordnungsgemäß zu Ende gebracht wurde. Das Werkstück wird als Ausschuss ausgeschleust, das gebrochene Werkzeug im nächsten Bearbeitungsschritt durch ein Schwesterwerkzeug ersetzt. So ist nur ein Bauteil verloren, und die Bearbeitung läuft auch nach einem Werkzeugbruch reibungslos weiter.
Zur Werkstückmessung nutzt Stryker mehrere TC52-Messtaster. Mit ihnen werden Werkstücknullpunkte erfasst oder Ist-Maße nach einer Bearbeitung kontrolliert – so lassen sich indirekt sogar verschlissene Fräser erkennen. Andererseits kann es bei einer bestimmten chirurgischen Zange vorkommen, dass der Rohling nicht sauber eingelegt wird. Dann läuft der Scheibenfräser nicht seitlich über den Griff, um die Griffrillen zu fräsen, sondern kollidiert mit dem Rohling und wird beschädigt. Da die speziellen Profil-Scheibenfräser bis zu neun Wochen Lieferzeit haben, ist den Mühlheimern sehr daran gelegen, Bruch zu vermeiden. Am Anfang des NC-Programms wurde daher eine kurze Messsequenz eingefügt, bei der der Messtaster den Zangengriff antastet und sicherstellt, dass er richtig gespannt ist. Seither gab es bei den Scheibenfräsern keine Verluste mehr, die durch Bruch hervorgerufen wurden.
Überrascht hat die NC-Spezialisten von Stryker, wie schnell die Messtaster zu ihren Ergebnissen gelangten. Der TC52 beispielsweise lässt sich mit 40 m/min vorpositionieren, während beim früheren Taster nur 3 bis 5 m/min möglich waren. Auch bei der reinen Antastbewegung kann der Taster von Blum mit seinen 2 m/min viel schneller laufen als das Vorgängersystem. Die hohe Positionier-Geschwindigkeit, aber auch die schnelle Antastung verkürzen die Messvorgänge um 50 bis 70 %. Zum einen reduziert sich die Bearbeitungszeit dadurch deutlich, zum anderen kostet ein zusätzlicher Messzyklus, den man einfügt, um den Prozess sicherer zu machen, nicht mehr so viel Zeit wie vorher.
Die Lasermesssysteme werden von Stryker aber nicht nur zur Werkzeugbruchkontrolle eingesetzt. Auch die Schneiden von Schaft- und T-Nut-Fräsern, Bohrern oder Verzahnungswerkzeugen werden gemessen und auf Verschleiß und Ausbrüche überwacht. Zudem werden der Rundlauf der Werkzeuge und die komplette Form von Fräsern per Laser überprüft. Wenn alle Werkzeuge nach der Bearbeitung noch in Ordnung sind und das Programm komplett ohne Fehlermeldung durchgelaufen ist, sind auch die Werkstücke in Ordnung – diese Gewissheit haben die Stryker-Fertigungsexperten dank der Messungen direkt im Prozess. Die NC-Spezialisten hatten schon lange keinen Ausfall mehr, sondern fast immer ab dem ersten Teil 100 % Gutteile.
„Der mannlose Betrieb in der Zuverlässigkeit, wie wir sie hier haben, ist ohne die Messtechnik von Blum undenkbar. Auch die nächsten Anlagen werden auf jeden Fall wieder damit ausgerüstet“, zieht Simon Heyse ein positives Fazit. Und er lobt die Dienstleistungen rund ums Produkt – vom Service über die Beratung bis hin zum Support seien sie „erstklassig“.
Winfried Weiland Blum-Novotest, Ravensburg
Ihr Stichwort
- Instrumentenfertigung
- Überwachung des Gesamtprozesses
- Erfassen von Werkzeugbruch
- Vermeiden von Werkzeugbruch
- Schnelles Antasten
Unsere Whitepaper-Empfehlung
Was leisten additive Fertigungstechnologien heute? Mit der neuen Projektionsmikro-Stereolithografie lassen sich Mikroteile als Prototypen oder Serienteile in höchster Genauigkeit und Präzision fertigen. Dies lohnt sich selbst bei kleinen und mittleren Serien. Mehr erfahren Sie…
Teilen:





{kind=link}