
Mit der Flow-Forming-Technologie können Metallrohre mit extrem hoher Festigkeit und Formgenauigkeit bei geringem Materialeinsatz gefertigt werden. Dadurch eignen sich die Bauteile auch für intensive Beanspruchungen in der Medizin, wie beispielsweise in der Endo- und Exoprothetik.
Präzise Rohrkonstruktionen aus Aluminium, Edelstahl oder Titan sind Grundlagenbauteile vieler endoskeletaler Prothesen. Bei Oberschenkelamputationen besteht dieser künstliche Ersatz von Gliedmaßen aus den Bauteilen Schaft und Schaftadapter, Kniegelenk, Rohradapter und Fusspassteil. Der Rohradapter ist dabei der tragende Teil der Prothese und übernimmt die Aufgaben des menschlichen Unterschenkels. Die Jülicher EMS GmbH, vormals Pronexos, hat die Möglichkeit, diese Präzisionsrohre aus Titan und anderen hochfesten Werkstoffen über das Fließdrückverfahren herzustellen. So sorgen sie bei der Entwicklung neuer Prothesen für hohe Präzision auch bei besonders intensiven Beanspruchungen.
Die Technik der Kaltmassivumformung ist ein flexibles, spanloses Fertigungsverfahren, bei dem dünnwandige, nahtlose Rohre, Zylinder und andere axialsymmetrische Bauteile in hoher Präzision hergestellt werden können. Der Einsatz des richtigen Werkstoffkonzeptes unter Ausnutzung hoher Kaltverfestigungspotenziale erlaubt die Reduktion der Wandstärke von Rohrbauteilen beziehungsweise den Rohradaptern – natürlich unter Beachtung der steifigkeitsoptimierten Bauteilauslegung. Fertigbauteile mit wenigen Zehntel Millimeter Wanddicke bei hoher radialer und tangentialer Volumenkonstanz sind möglich und können das Gesamtgewicht beispielsweise von unteren Beinprothesen deutlich reduzieren.
EMS bietet die Kombination des Fließdrückens und des kompletten Know-Hows im Bereich Werkstoffauslegung und Werkstoffprüfung. Durch den gezielten Einsatz des Fließdrückprozesses kann das Bauteil zum Beispiel auch nur lokal in den geforderten Festigkeits- oder Eigenspannungszustand gebracht werden. Zusätzlich werden verdichtete Oberflächen mit hervorragender Oberflächengüte in nur einem Prozessschritt realisiert.
Diese Merkmale sind wesentliche Parameter, um die Dauerfestigkeit der Bauteile zu erhöhen. Ein Vorteil ist unter anderem die Verringerung von Rüstzeiten, da das Produkt nicht auf mehreren Maschinen bearbeitet werden muss. Außerdem kann das Bauteil inklusive Anschlussstück aus demselben Material gefertigt werden. Für die vielfältigen Anwendungen in der Medizintechnik bietet das Fließdrücken außerdem ein hohes Maß an Flexibilität bei Durchmesser und Oberflächenstruktur.
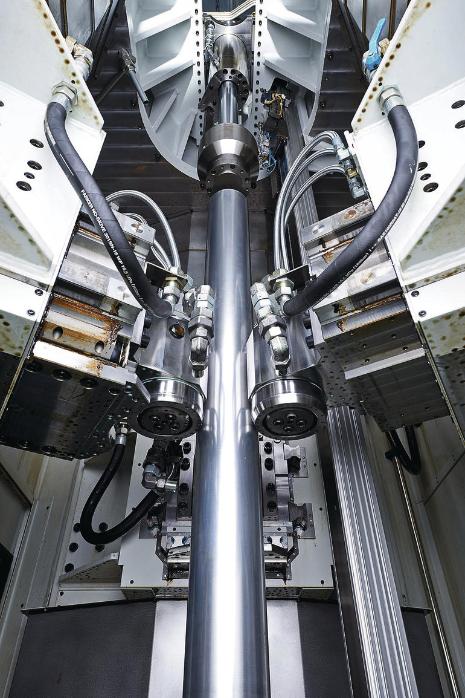
Um ein zylindrisches Bauteil zu erhalten, wird eine Vorform auf den ebenfalls zylin-drischen Dorn, sozusagen eine Matrize, aufgebracht. Das zu bearbeitende Bauteil kann zylindrisch, aber auch „flach” oder topfförming sein. Bei dem Dreirollen-Drückwalzen wird meist eine zylindrische Vorform verwendet, und der Dorn versetzt das Bauteil durch einen so genannten Mitnehmer in Rotation. Die Rollen selbst sind nicht angetrieben, wobei diese dem Werkstück entgegenlaufen. So sind auch sehr lange Präzisionsrohre darstellbar, da die Umformung vollständig abgeschlossen ist, bevor das Rohr die Matrize verlässt. Man spricht hier von dem sogennanten Gegenlauf- Verfahren.
Für den Werkstoff bedeutet dies, dass er zunächst eine plastische Streckung auf Zug erfährt, dann eine Spannungsumkehrung bis in die Druckverformung unter dem Einlaufwinkel der Rolle und danach läuft er unter dem Radius der Rolle zurück in den spannungsfreien Bereich, wo die gespeicherte elastische Energie abgebaut werden kann. Dieser Vorgang erfolgt mehrfach unter einer Rolle, bevor die nächste Rolle verwendet wird. Die Anzahl der Umformungen sind stark werkstoffabhängig. Grössen wie die Umformparameter, die Umformung, das Ausgangswerkstück, das Werkzeug und natürlich die Geometrie des Produktes selbst beeinflussen das Verfahren, ebenso die gewünschte Oberflächenqualität oder der angestrebte Verfestigungsgrad.
Durch die vertikale Fließdrückmaschine kann EMS Hohlkörper bis zu 5000 mm Länge herstellen. Ein Vorteil ist, dass dabei Bauteile entstehen, die komplett aus nur einem Rohteil gefertigt werden. Diese müssen also weder geschweißt, gelötet oder geklebt werden – demnach sind auch komplette Systemkomponenten möglich. Über die Finite-Elemente-Methode (FEM) können maßgeschneiderte Hohlkörper mit (lokal) optimalen Eigenschaften ausgelegt werden. Durch Bauteile mit verbesserten Materialeigenschaften hilft EMS dem Anwender, die kritischen Ziele in den Bereichen Gewicht und Aufwand zu erreichen.
Maike Blankartz EMS, Jülich
Unsere Webinar-Empfehlung

Armprothesen und andere medizinische Hilfen mit dem 3D-Drucker individuell, schnell und kosteneffizient herstellen
Teilen:





{kind=link}