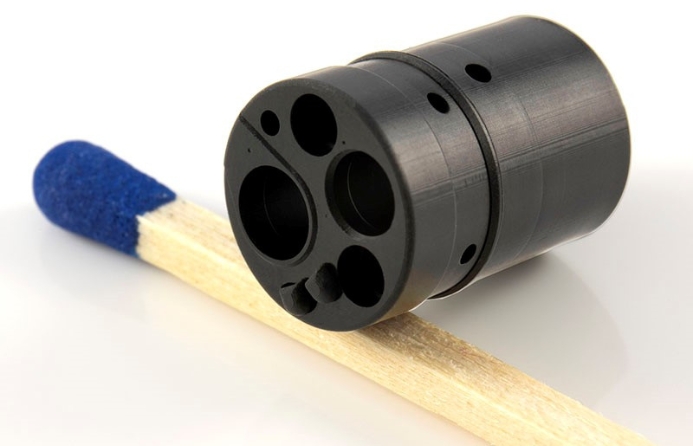
Ein neuartiges Biosensor-System – bestehend aus Einweg- Kassette und Analysegerät – ermittelt Antikörper-Antigen- Komplexe mit einem patentierten Messverfahren. Für das lasergestützte Fügen des Oberteils auf das Sensorgehäuse kam eine Schweißanlage des Hersellers LPKF zum Einsatz.
Schon aus geringen Blutmengen lassen sich zahlreiche Werte ermitteln, die dem behandelnden Arzt in der Erstdiagnostik wichtige Daten für therapeutische Entscheidungen an die Hand geben. Mit der gleichen Technologie kann später der Therapieverlauf kontrolliert werden. Ein neuartiges Blutanalyse-System – bestehend aus einer voll integrierten Einweg-Kassette und einem kompakten Analysegerät – soll den Zeitaufwand für die Datenerfassung und -auswertung in Notfallsituationen reduzieren.
Herzstück des Meßsystems ist ein patentierter, streichholzschachtelgroßer Sensorchip der Mikrofluidik. Er verbindet die immun-chemische Erkennung mit der optischen Detektion zu einer Einheit. Seine besondere Bedeutung erhält das System durch die Multianalyt-Fähigkeit: auf dem sensitiven Areal des Chips können gleichzeitig mehrere Analyten bestimmt und zusätzliche Kontroll- und Referenzproben vermessen werden.
Zentrales Know-how der Einweg-Kassette steckt in der Flüssigkeitsführung und der Separation der Blutbestandteile.
Eine besondere Herausforderung stellt deshalb die Verschlusstechnik der Kassette dar. Nur bei Bauteiltoleranzen im Bereich weniger hundertstel Millimeter ist die zuverlässige Trennung der roten Blutkörperchen möglich. Zur Wahl standen dabei das Kleben, das Ultraschallschweißen und das Laserdurchstrahlschweißen.
Nach einer gründlichen Bewertung der Verfahren wurde letztlich das Laserschweißen ausgewählt. Für das lasergestützte Fügen des Oberteils auf das Sensorgehäuse sprachen neben der kurzen Taktzeit die Online-Prozessüberwachung sowie die hohe Schweißnahtfestigkeit. Das Laserdurchstrahlschweißen benötigt keine Zusatzwerkstoffe und vermeidet Schwingungseintrag oder Fusselbildung wie beim Ultraschall- oder Vibrationsverfahren. Zudem kam Kleben wegen der deutlich schlechteren Prozesssicherheit und des zusätzlichen Platzbedarfs nicht in Betracht. Das Laserdurchstrahlschweißen kombiniert einen für die Wellenlänge der Laserstrahlung transparenten Werkstoff mit einem absorbierenden Element. Der Laserstrahl wird durch das lasertransparente Formteil hindurch auf den absorbierenden Fügepartner fokussiert, wodurch dieser oberflächlich aufschmilzt. Das mit einer definierten Kraft angepresste durchlässige Bauteil wird über Wärmeleitung ebenfalls plastifiziert – eine stoffschlüssige Verbindung entsteht.
Als Werkstoff wurde ein COC (Cyclo-Olefin-Copolymer) ausgewählt. Das Gehäuse wird zur Absorption der Laserstrahlung wahlweise mit einer schwarzen oder weißen Einfärbung versehen. Der Deckel der Baugruppe hingegen ist ungefärbt, um die Transmission der Laserstrahlung zu ermöglichen.
Unter Berücksichtigung der funktionalen und herstellungsspezifischen Randbedingungen wurde die Konstruktion der Kassette entsprechend den Anforderungen des Verfahrens ausgelegt. Konstruktiv ließ sich die für den Laserstrahl gut zugängliche Fügezone einfach realisieren.
Die während des Schweißprozesses abzuschmelzende Materialzugabe auf dem Schweißsteg hat zwei Funktionen. Sie kann Fertigungstoleranzen der Spritzgießteile ausgleichen und gleichzeitig eine verlässliche Verbindung mit der Fügewegüberwachung sicherstellen. Durch das gleichzeitige Aufschmelzen der umlaufenden Kante (Quasisimultanverfahren) und den Anpressdruck der Spannvorrichtung können der Fügeweg des oberen Bauteils zum unteren Bauteil und die Zeit gemessen werden. Diese Parameter erlauben die exakte Einstellung des Spaltes noch im Schweißprozess – das verringert Ausfallteile.
Für die Fertigung des Bauteils wurde ein geeignetes System ausgewählt und individuell konfiguriert. Zum Einsatz kam eine scannerbasierte Laserstrahl-Kunststoffschweißanlage der LQ-Integration-Serie, bestehend aus einem kompakten Schweißkopf und einem separaten Schaltschrank.
Der Schweißkopf enthält die Strahlquelle inklusive Strahlführung und -formung, die Spanntechnik und alle erforderlichen Komponenten zur Sicherstellung der Laserklasse 1. Aufgrund seiner Kompaktheit kann er in einen Rundschalttisch oder eine Fertigungslinie integriert werden. Im Schaltschrank sind die Steuerung, das Benutzerinterface und die Peripheriegeräte des Lasers untergebracht.
Zunächst wurde die Schweißanlage auf Handbestückung ausgelegt, eine spätere Nachrüstung für die vollautomatische Bestückung und Entnahme mit einem Handlingsystem wurde bei der Planung berücksichtigt.
Auch die benutzerfreundliche Bedienung der Anlage verdient Beachtung. Das Human-Machine-Interface erlaubt eine einfache und schnelle Bedienung im Produktionsalltag. Die Flexibilität der Anlage wird durch die PC-basierte Programmiersoftware ProSeT erhöht. Dieses Softwaretool erlaubt die Programmierung der Schweißkontur, der Vorschubgeschwindigkeiten und der Laserleistung – das gibt Flexibilität für weitere Produkte.
Die Erfahrungen in der Serienproduktion sowohl mit dem Verfahren Laserkunststoffschweißen als auch mit der eingesetzten Schweißanlage sind durchweg positiv. Der robuste Prozess garantiert eine hohe Ausbringung bei den gegebenen Schwankungen des Werkstoffs und der Bauteilgeometrie. Die Anlage zeigt eine hohe Verfügbarkeit. Dazu tragen der praktisch wartungsfreie Diodenlaser und die zuverlässigen mechanischen und elektrischen Komponenten bei.
Frank Brunnecker LPKF Laser & Electronics, Erlangen
Schnell im Produktionsalltag durch Human-Machine-Interface
Ihr Stichwort
- Laserschweißsystem
- Fügetechnik
- Blutanalysegerät mit Biosensor
- Hohe Schweißnahtfestigkeit
- Online-Prozessüberwachung
Unsere Whitepaper-Empfehlung
Was leisten additive Fertigungstechnologien heute? Mit der neuen Projektionsmikro-Stereolithografie lassen sich Mikroteile als Prototypen oder Serienteile in höchster Genauigkeit und Präzision fertigen. Dies lohnt sich selbst bei kleinen und mittleren Serien. Mehr erfahren Sie…
Teilen: