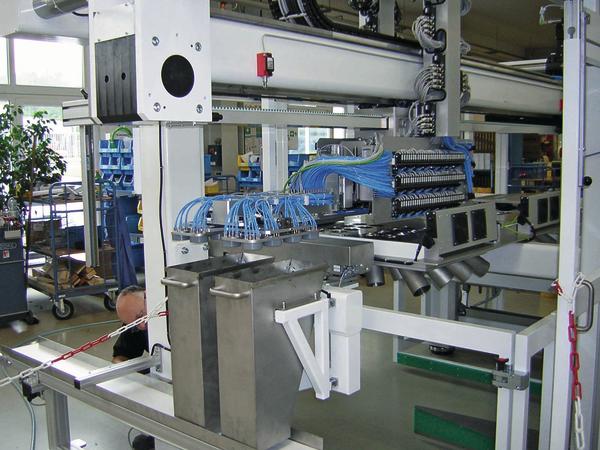

Für einen skandinavischen Kunden hat die Waldorf Technik GmbH & Co. KG eine spezielle Automationsanlage gefertigt: Diese kann nicht nur die medizintechnischen Teile aus dem Werkzeug entnehmen, sondern kavitätengetreu sortieren und einer Qualitätsprüfung zuführen und unterziehen.
Injektionsnadelkopfhalter oder Kanülenansätze, so genannte Hubs für Insulin-Pens, mit einem Durchmesser von 10 mm und der Länge von 12 mm, besitzen eine lediglich 0,6 mm kleine Bohrung, in die später die Nadel eingesetzt wird. Für eben diese Hubs hat ein skandinavischer Kunde bei der Waldorf Technik GmbH & Co. KG aus dem baden-württembergischen Engen eine spezielle Automations-Anlage bestellt: Sie sollte nicht nur die medizintechnischen Teile aus dem Werkzeug der Spritzgießmaschine entnehmen, sondern kavitätengetreu sortieren und einer gründlichen, zweigeteilten Qualitätsprüfung zuführen und unterziehen.
„Im Heißkanalwerkzeug werden die Hubs 96-fach in einer Zykluszeit von 6,5 Sekunden produziert“, erklärt Christian Boos, Leiter Engineering bei Waldorf Technik. „Unsere Aufgabe ist es, die Produkte schnellstmöglich zu entnehmen und – nach Clustern sortiert – in Zwischenbehältnisse zu transportieren.“
Ein Cluster, das sind Unterverteiler im Heißkanalsystem, die dann jeweils sechs Teile über einen dieser Unterverteiler speisen. Ein Unterverteiler hat demnach sechs Heißkanaldüsen und das Ganze findet sich insgesamt 16-mal in dem Werkzeug. „Das heißt“, erläutert Boos, „wir entnehmen die Teile und legen sie hinterher in Sechsergruppen in entsprechende Zwischenbehältnisse ab.“ Der Hintergrund für diese Vorgehensweise sei die kritische Hub-Bohrung, die sich beispielsweise bei einem Kernbruch schließt. Folge: Die Nadel wäre nicht mehr montierbar. Die gesamte Produktionscharge müsste verworfen werden.
Mit dem 96er System ist es hingegen möglich, die defekte Kavität zu isolieren und die 15 einwandfreien Kavitätengruppen weiter zu verwenden. So kann der Ausschuss relativ zur gegebenenfalls betroffenen Kavitätengruppe minimiert und bis Schichtende oder bis zur Reparatur wirtschaftlich weiter produziert werden.
Die servomotorisch angetriebene Hauptachse des Entnahmeroboters fährt – präsynchron zur Werkzeugöffnungszeit – in weniger als 0,4 Sekunden an die Kavitäten heran. Entformt wird pneumatisch. Unmittelbar danach startet die Vakuumkontrolle. Fällt diese positiv aus, fährt der Greifer zurück, und parallel dazu schließt das Werkzeug für den nächsten Zyklus. Vakuum und Vakuumkontrolle stellen die Haltefunktion im Greifer sicher.
„Wir saugen an mit Vakuum und kontrollieren mit Vakuum, so dass wir sicher sind, dass wir tatsächlich alle 96 Hubs im Greifer haben“, wirft Boos ein. Die Besonderheit an dieser Anlage sei eben, dass jede einzelne Kavität einen Vakuum- sowie einen Vakuumüberwachungskreis besitzt. Es stelle ein Novum dar, 96-fach einzeln abfragen zu können. Das Zeitfenster für die gesamte Anwendung beträgt lediglich 1,3 Sekunden, so dass die Zyklusbeeinflussung auf ein Minimum reduziert werden kann.
In die Anlage wurden gleich zwei verschiedene Systeme zur Qualitätskontrolle integriert. Bei dem ersten handelt es sich um eine Art Schublade, die über die Ablage 1 fährt und alle 96 Teile – nach Kavitäten sortiert – auf einem Tablett ablegt. Der Werker kann dann unabhängig von der Produktion das Tablett entnehmen und seinen Inhalt mikroskopisch oder messtechnisch überprüfen.
Das geschieht in regelmäßigen Zyklen, beim letzten Schuss vor dem Wagenwechsel, wie der Leiter des Waldorf Engineering berichtet. Sind die 96 Teile alle in Ordnung, so gilt der gesamte Wageninhalt als tadellos. Findet sich ein mangelhaftes Stück, so weiß der Werker, aus welcher Gruppe er welche Hubs aus welcher Kavität aussortieren muss. Wäre beispielsweise wirklich ein Kernbruch bei einem Teil der Fall, so ließe sich die Kavität umgehend einzeln abschalten.
Das Manko von einem Teil könne in Kauf genommen werden, da Produktionszähler die gesamte Losgröße, also Einheiten in einer bestimmten Größenordnung von beispielsweise 5000 oder 10 000 Hubs einer Generation, überwachen. Auch in der zweiten Qualitätssicherungs-Ablage müssen immer wieder mehrere Schuss in Folge für Stichprobenkontrollen abgegeben werden. In diesem Fall fährt die Schublade über die Ablage 2 und es werden fünf Schuss entnommen; dieses Mal nicht nach Kavitäten sortiert, sondern als Schüttgut in einen kleinen Zwischenbehälter abgelegt. Die QS-Abteilung führt im Anschluss an die Entnahme entsprechende Kontrollen nach den üblichen Prüfvorschriften für medizintechnische Produkte durch.
Thomas Behne Journalist in Burgholzhausen
Weitere Informationen www.waldorf-technik.de
Vakuum und Vakuumkontrolle stellen Haltefunktion im Greifer sicher
Ihr Stichwort
- Automatisierung
- Spritzgießen
- Heißkanalsystem
- Vakuumüberwachung
- Qualitätskontrolle
Teilen:





{kind=link}