

Die additive Fertigung bietet konstruktive Freiheiten, die auch für die Herstellung von Hüft- und Knieimplantate aus Titan interessant sind. Ein US-amerikanischer Hersteller, der den 3D-Druck für seine Produkte nutzt, suchte allerdings auch nach einer Möglichkeit, die Implantatbauteile an seinem Standort in Irland prozesssicher von Pulverrückständen zu befreien. Das schafft die Voraussetzungen für die Folgeverarbeitung.
Bei der Recherche stießen die Fachleute auf das vakuumbasierte Druckwechselverfahren der zyklischen Nukleation (auch Cyclic Nucleation Process oder kurz CNp genannt). Damit lassen sich schwierige Reinigungsaufgaben an schwer zugänglichen Stellen lösen. Das Verfahren hat sich für Nordamerika und Europa die LPW Reinigungstechnik GmbH aus dem schwäbischen Riederich patentieren lassen – und diese erhielt 2019 die Anfrage für die Auslegung, Planung und Umsetzung einer reinigungstechnischen Lösung für die 3D-gedruckten Implantate.
Aus Grundlagenversuchen sowie anhand von Erfahrungen aus bereits realisierten AM-Projekten in Industrie und Forschung hatte LPW schnell mögliche Lösungsansätze definiert. Schon 2019 fanden daher die ersten Tests gemeinsam mit dem US-Hersteller statt.
Standards für das Regulatorische beim 3D-Druck in der Medizin sind schon in Arbeit
Das Pulver vom 3D-Druck soll raus – darf aber der Anlage nicht schaden
Es ging hier im ersten Schritt nicht darum, filmische oder sonstige Rückstände aus der Fertigung zu entfernen, sondern das Titan-Pulver aus dem 3D-Druck. Doch haben die porösen Bereiche der Implantate eine immense Oberfläche, und es gilt, durchaus große Mengen an Rückständen aus den schwammähnlichen Strukturen auszutragen. Wenn das gelingt, befinden sich zahlreiche Partikel im Reinigungsmedium, und das kann Auswirkungen auf dessen Stabilität und den Chemieaustrag haben. Pulverrückstände können auch Pumpen, Ventilbaugruppen, Armaturen oder die klassischen Filtrationssysteme beschädigen. Zudem kann eine Re-Kontamination auftreten, was in der Prozessentwicklung ausgeschlossen werden musste.
Die zentralen Fragen für den Entwurf der Anlage waren daher:
- Wann tragen wir noch freies Pulver aus, und ab wann schädigt der Reinigungsschritt unmittelbar nach dem Druck schon die Strukturen?
- Wie müssen die Fluid- und Medienaufbereitungssysteme in einem Serienprozess ausgelegt werden, damit sie die spezielle Kontaminationslast und -menge bewältigen können?
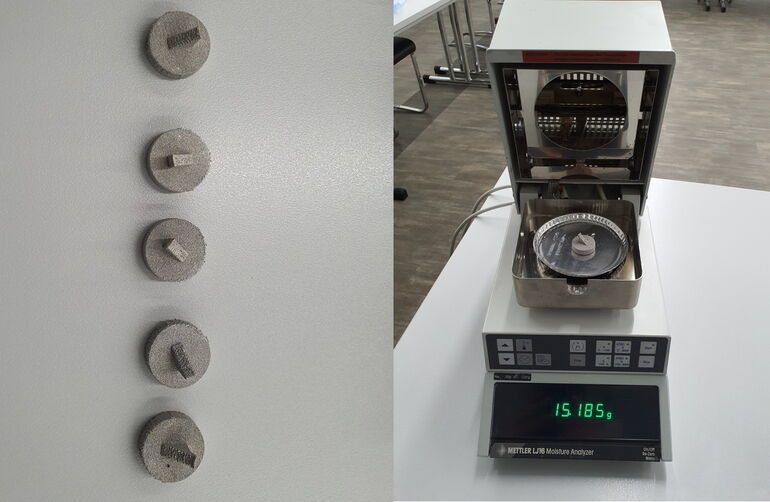
Speziell gefertigte AM-Coupons – Bauteile, die den späteren Implantaten in wichtigen Eigenschaften wie dem Material und der porösen Oberfläche gleichen – durchliefen im Testzentrum in Riederich unterschiedliche Versuchsreihen und wurden anschließend gewogen. Die Messergebnisse sollten zeigen, wie viel Pulver tatsächlich ausgetragen wurde, aber auch, ob möglicherweise Schäden an den Bauteilen auftraten – zum Beispiel an den filigranen Strukturen der Oberfläche.

(Bild: LPW)
Reinigung: Kombination zweier Verfahren war die Lösung
Insgesamt ließ sich die Aufgabe nur mit der Kombination zweier Verfahren lösen: Der Schlüssel für die Erreichbarkeit von Verunreinigungen und deren Austransport ist demnach CNp – wobei sich der Prozess durch Ultraschall beschleunigen lässt. Doch der Ultraschall muss so dosiert sein, dass er am Bauteil keine ungewollten Beschädigungen verursacht.
Auf Basis der Versuchsreihen haben die Experten von LPW mit dem Implantat-Hersteller im Jahr 2021 schließlich das finale Anlagensystem ausgearbeitet. Es ist in Form von zwei identischen vollautomatisierten Doppelkammer-Reinigungsanlagen konzipiert. Diese werden in die Prozesskette eingebunden: Auf den Titan-3D-Druck folgen als erstes das mechanische Grobentpulvern und das Entfernen der Druckplatte. Die Anlage von LPW beseitigt das Pulver in der Innengeometrie mit dem kombinierten CNp-Ultraschall-Reinigen. Dann werden locker oder leicht anhaftende Partikel durch eine Hochtemperaturbehandlung bei rund 1000 °C, also einen Sinterprozess, gefestigt.
Nach dem Entfernen der Stützstruktur werden die Implantate maskiert und nochmals mechanisch bearbeitet. Es folgen die finale Reinigung – aktuell in der klassischen Form durch Ultraschall-Bestandsanlagen, da durch den Maskierungsprozess lediglich die Außenkonturen kontaminiert sind – sowie Sterilisation und Verpackung.
Anlage reinigt pro Stunde bis zu drei Chargen mit 80 Implantaten aus dem 3D-Drucker
Die Anlage, die LPW für den ersten Reinigungsschritt nach dem 3D-Druck entwickelt hat, reinigt pro Stunde mindestens drei Chargen mit 50 bis 80 Implantaten. Wie viele Teile in eine Charge kommen, hängt vom Implantat-Typ ab. Pulverrückstände auf den Original-Teilen werden zu mindestens 99 % entfernt. Das Metallpulver separiert die Anlage automatisch extern, um Ablagerungen im laufenden Betrieb zu verhindern.
Um die Voraussetzungen für die in Europa und Nordamerika erforderliche Validierung zu schaffen, musste das LPW-Anlagensystem Power Jet 530 Twin Medical, das auch die Basis für die Reinigung der 3D-gedruckten Implantate bildet, bezüglich seiner Prozesse und Funktionen einer Typenabnahme unterzogen werden. Danach lassen sich die Verfahren und Prozesse in eine Gesamtprozessvalidierung übernehmen. Hierzu unterstützte LPW direkt bei der Durchführung und Formulierung. Künftige Anwender mit vergleichbaren Aufgaben profitieren von dieser Vorarbeit – auch wenn jede Anlage an die jeweilige Prozesslandschaft angepasst wird.
Aktuell entsteht bei LPW auch ein Standardanlagensystem für AM-Aufgabenstellungen – bisher machen Reinigungsaufgaben im Umfeld des 3D-Druckes zwar nur 5 bis 10 % der Anfragen aus, aber das Interesse aus verschiedenen Branchen wächst, auch aus der Medizintechnik.
www.lpw-cleaning.de
Auf der Messe AMB: Halle 5, Stand 5D84
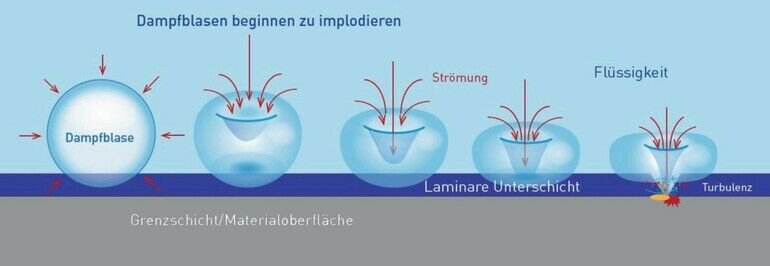 Im Cyclic Nucleation Process entstehen Dampfblasen und implodieren. Das erzeugt Strömungen an der Grenzschicht zwischen Flüssigkeit und Material sowie Turbulenzen und mechanische Kräfte, die insgesamt den Reinigungseffekt ergeben
Im Cyclic Nucleation Process entstehen Dampfblasen und implodieren. Das erzeugt Strömungen an der Grenzschicht zwischen Flüssigkeit und Material sowie Turbulenzen und mechanische Kräfte, die insgesamt den Reinigungseffekt ergeben(Bild: LPW)
Über das CNp-Verfahren
Das Reinigungsverfahren Cyclic Nucleation Process, kurz CNp, wirkt unmittelbar an der Grenzschicht eines Bauteils. Es ist in der Lage, Verunreinigungen zu lösen und verschleppte Restkontaminationen sicher auszutragen. Es erzielt diese Wirkung durch gezielte Druckschwankungen im Bereich der flüssigkeitsspezifischen Dampfdruckkurve. Diese lassen Dampfblasen und eine milde Kavitation entstehen. So reduziert sich beim CNp die Zahl der Spülbäder im Vergleich zu reinen Ultraschallanwendungen deutlich.
Das Verfahren wirkt auch in schwer erreichbaren Innenkonturen, wie sie zum Beispiel bei 3D-gedruckten-Implantaten auftreten, oder in feinen Kapillaren im zweistelligen µm-Bereich.
Mit der Kombination aus Ultraschall und CNp-als Prozessverstärker lassen sich daher schwierige Aufgabenstellungen lösen, wie sie häufig in der Medizin- oder auch in der Hochvakuumtechnik auftreten.
Kontakt zum Hersteller der Reinigungsanlagen:
LPW Reinigungssysteme GmbH
Industriestraße 19
72585 Riederich
E-Mail: info@lpw-cleaning.de
www.lpw-cleaning.de






{kind=link}