

Firmen im Artikel
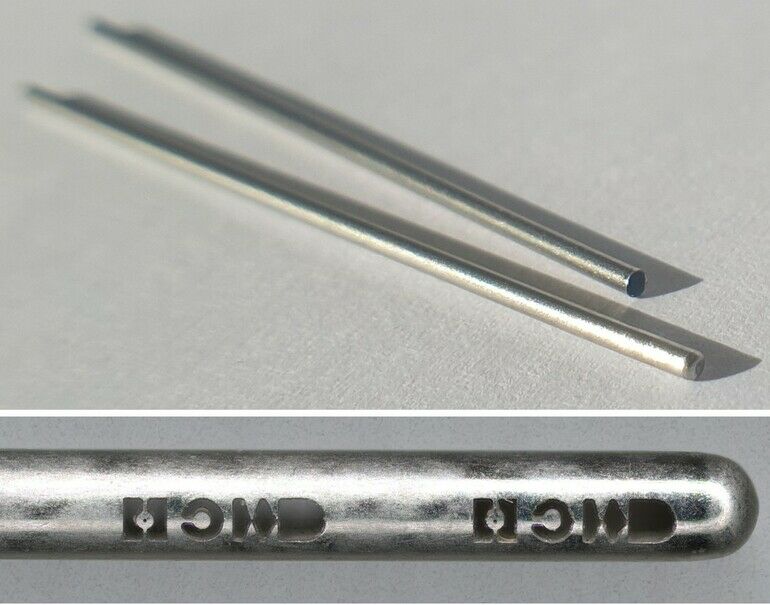
Wenn es um mikrochirurgische Anwendungen geht, ist alles filigran – auch die Kanülen. Sie haben vielleicht 1 mm Durchmesser und sind wenige Zentimeter lang. Üblicherweise gehören zum Herstellprozess einer solchen Kanüle eine Reihe von Schritten, angefangen mit dem Ablängen eines Bauteils von einem Rohr. Das Ergebnis: das erhaltene Rohr ist an beiden Enden offen.
Mehr als ein Weg führt zur geschlossenen Kanüle
„Das ist aber nicht immer gewünscht“, sagt Thomas Schonlau, der beim Laserexperten LLT Applikation GmbH in Ilmenau das Applikationslabor leitet. Häufig gebe der Anwender vor, dass eine Seite mit einem Boden zu verschließen ist – der flach, zu einer Kuppe gewölbt oder mit einer Spitze ausgeführt sein soll. „Das zu erreichen, ist fertigungstechnisch mit großem Aufwand verbunden.“ Einfacher kommt man hingegen zu solchen Eigenschaften, wenn man einen anderen Weg einschlägt: den über das Tiefziehen.
Auf diesem Gebiet hat die Hubert Stüken GmbH & Co. KG aus Rinteln jahrzehntelange Erfahrung vorzuweisen. Auch Bauteile mit einem Verhältnis von Länge zu Durchmesser, das dem bei der Kanüle entspricht, lassen sich durch Tiefziehen herstellen. „In einem Fertigungsvorgang“, wie Andreas Hellmann betont, der als Leiter Verkauf bei Stüken Medical tätig ist.
Sowohl LLT Applikation als auch Stüken haben mit Anfragen aus dem Medizintechnik-Umfeld zu tun und auch schon gemeinsame Projekte bearbeitet. Nun wollen sie den umgekehrten Weg gehen und der Medtech-Branche durch die Kombination von Tiefziehen und Ultrakurzpulslaser neue Möglichkeiten in der Fertigung kleiner Bauteile aufzeigen.
Feine Bohrungen bringt der Laser in die tiefgezogenen Kanülen
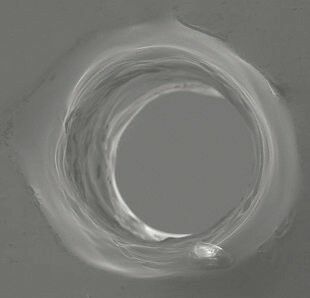
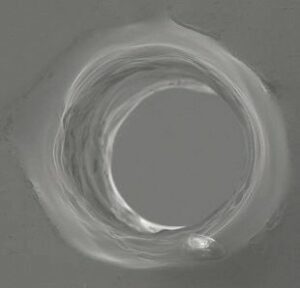
„Wir arbeiten daran, in sehr feine tiefgezogene Hülsen Mikrobohrungen einzubringen“, erläutert Schonlau. Damit lassen sich Flüssigkeiten dosieren oder absaugen. Auch das Durchleiten von Heißdampf ist eine Option. „Ein Port für die Chemotherapie mit einer seitlichen Öffnung, die eine Spezialgeometrie aufweist, ist eine weitere denkbare Anwendung“, ergänzt Andreas Hellmann.
Um solche Bohrungen in den Bauteilen zu erzeugen, ist der Ultrakurzpulslaser mit seinem geringen Wärmeeintrag laut Thomas Schonlau genau das richtige Werkzeug. Er verändere das Gefüge nicht, der Prozess komme ohne eine chemische Nachbehandlung aus und es gebe keine Schädigungen an der gegenüberliegenden Innenwand des Bauteils. Die Kontur der Öffnung lasse sich frei wählen und daher der Anwendung anpassen.
Bohrungen – eine Option auch für tiefgezogene Teile
„Interesse an tiefgezogenen Bauteilen dieser Art, die mit Löchern versehen sind, ist aus Anfragen schon zu erkennen“, sagt Hellmann. „Da wir wissen, dass das möglich ist, möchten wir diese zusätzliche Option nun auch in der Branche bekannt machen.“ Musterteile, die zeigen sollen, was alles geht, sind in Bearbeitung und werden auf der Messe Compamed im November in Düsseldorf zu sehen sein.
Angefangen haben die Kooperationspartner mit Hülsen- oder Kanülenbauteilen. Doch auch andere Bauformen sind denkbar. Ein Beispiel sind filterähnliche Strukturen, in die eine große Anzahl winziger Löcher eingebracht werden. Hellmann erläutert: „So etwas haben wir vor einigen Jahren schon umgesetzt, in etwas größeren Dimensionen.“ Größer war dabei das Bauteil an sich. Die über 2000 Löcher, die der Laser darin bohrte, hatten auch nur einen Durchmesser von 70 µm.

(Bild: Stüken)
„So etwas lässt sich natürlich auch durch Erodieren fertigen“, räumt Schonlau ein. Der entsprechende Prozess bedeute aber mehr Aufwand und dauere in der Regel länger als das Einbringen der Mikrobohrungen mit dem UKP-Laser.
Erforderliche Qualität der Öffnungen gibt Verfahren vor
„Wobei es immer abzuwägen gilt, welche Technik man verwendet“, ergänzt Hellmann. Um eine Filterfunktion umzusetzen, müssen die erzeugten Öffnungen eine ausreichende Qualität aufweisen und sich durch einen effizienten Prozess erzeugen lassen. „Nicht für jede Aufgabe ist maximale Qualität und damit der Einsatz eines UKP-Lasers erforderlich – wo das der Fall ist und wo nicht, haben wir mit den Fachleuten von LLT Applikation aber immer sehr gut klären können.“
(Bild: Stüken)
Das Spektrum an Werkstoffen, die sich mit Tiefziehen plus Lasereinsatz bearbeiten lassen, umfasst neben Edelstahl auch Titan. „Meist geht es bei Anfragen aus der Medizintechnik um Edelstahl. Vor allem bei Single-Use-Produkten scheuen Hersteller die Kosten und den zusätzlichen Aufwand, den Titan mit sich bringt“, sagt Benny Wagner, Leiter Marketing und Vertrieb bei LLT Applikation. „Für implantierbare Produkte wiederum ist Titan sehr interessant“, fügt Andreas Hellmann hinzu, „und das Tiefziehen von Titan haben wir schon umgesetzt.“ Bei hohen Stückzahlen sei das auch finanziell interessant.
Laser plus Tiefziehen ist vor allem für kleine Kanülen interessant
Die Know-how-Kombination von LLT Applikation und Stüken kommt vor allem für Bauteile mit Durchmesser von 1 mm oder weniger in Frage. „Wenn es um größere Teile geht, sind andere Fertigungsansätze möglich“, räumt Benny Wagner ein.
„Interessenten können sich gern zunächst an uns wenden“, bietet Andreas Hellmann von Stüken Medical an. Dann ließe sich entscheiden, wie sich die gewünschte Geometrie im anvisierten Material mittels Tiefziehen herstellen lässt. „Die Fachleute von LLT Applikation holen wir von Anfang an mit hinzu.“ Ob das Bohren der Öffnungen per Laser dann als Dienstleistung in Ilmenau erfolge oder Stüken eine dort hergestellte Laseranlage samt Prozess in Betrieb nimmt, hängt von den geplanten Stückzahlen ab.
„Im Moment geht es uns vor allem darum, die technische Möglichkeit in der Branche bekannt zu machen“, sagt Hellmann. Er möchte die Entwickler auf Ideen bringen – und sich, mit den Fachleuten von LLT Applikation, von Ideen aus der Medizintechnik herausfordern lassen.
www.stueken.de, www.llt-applikation.de
Weitere Informationen
Auf der Messe Compamed 2023 sind die Kooperationspartner im
November in Düsseldorf vertreten:
Hubert Stüken, Halle 8a, Stand M14
LLT Applikation, Halle 8a, Stand K13






{kind=link}