
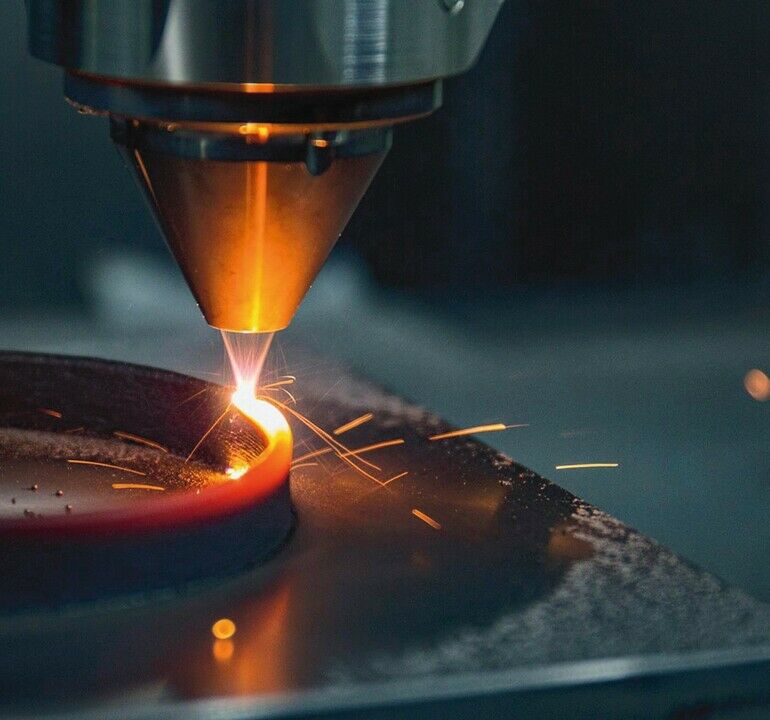

Komplexe Geometrien mit hochfesten Materialien lassen sich durch extremes Hochgeschwindigkeits-Laserauftragschweißen, kurz EHLA, effizient produzieren, beschichten oder reparieren. Das soll künftig auch in einer fünfachsigen CNC-Plattform möglich sein. Dafür ist allerdings eine Kinematik erforderlich, die eine schnelle und dynamische Bewegung des Bearbeitungskopfes für den EHLA-Prozess ermöglicht. Eine solche Lösung entwickeln Fachleute des Aachener Fraunhofer-Instituts für Lasertechnik ILT in einer Forschungskooperation mit dem in Japan ansässigen Werkzeugmaschinenhersteller Makino.
Die Wurzeln des Integrationsprojektes waren Überlegungen zur Additiven Fertigung, genauer gesagt zu Reparaturaufgaben. „Reparaturen sind ausgesprochen spannend“, erläutert Min-Uh Ko, Gruppenleiter für Additive Fertigung und Reparatur LMD (Laser Metal Deposition) am Fraunhofer ILT. Viele teure Komponenten müssten selbst bei leichten Defekten ausgetauscht werden. Da biete eine flexible Anlage wie die von Makino mit einem Dreh- und Kipptisch tatsächlich gute Reparaturmöglichkeiten. Das spare Kosten für die Neuherstellung, vermeide Transporte und Lieferzeiten und minimiere die Stillstandzeiten. „Und: Das Thema Reparatur ist die Grundvoraussetzung für eine zukünftige Kreislaufwirtschaft.“

(Bild: Fraunhofer ILT, Aachen)
CNC-Hardware neu entworfen – und auch die Prozesssteuerung
Die Experten von Makino übernahmen im gemeinsamen Projekt die CNC-Hardware sowie die Prozesssteuerung, denn die galt es, komplett neu zu entwerfen. Die Herausforderung war, die Maschine technisch auf hohe Beschleunigungen hin anzupassen sowie die Prozesssteuerung und Maschinenkinematik zu optimieren. Das Ziel dabei: Die Interaktion zwischen Laserstrahl und Material sollte sich exakt kontrollieren lassen.
Die von der Makino-Niederlassung in Singapur entwickelte Werkzeugmaschine erreicht nun eine effektive Vorschubgeschwindigkeit von bis zu 30 m pro Minute. Im Vergleich zu herkömmlichen Systemen ist das nach Angaben der Fachleute „eine erhebliche Steigerung“. Diese Geschwindigkeit ist besonders vorteilhaft beim Bearbeiten großer und komplexer Bauteile, da sie die Produktionszeit deutlich verkürzt.
Von CNC-Anlagen zur additiven Fertigung: strategische Erweiterung des Portfolios
Makinos Projektverantwortlicher Dr. Johannes Finger erläutert: „Makino ist weltweit bekannt für seine hochpräzisen CNC-Anlagen. Der Schritt in die Additive Fertigung, speziell zum High-Speed LMD, stellt eine strategische Erweiterung des Makino-Portfolios dar.“ Die mit dem Fraunhofer ILT entwickelte fünfachsige CNC-Maschine ermöglicht es nun, komplexe Geometrien in schwer schweißbaren Materialien wie hochfesten Stählen oder Hartmetall schnell und präzise herzustellen. „Das ist einzigartig“, so Finger.
Das Fraunhofer ILT brachte seine Expertise im Bereich laserbasierter Fertigungsprozesse ein. Auch die umfangreiche Infrastruktur und spezialisierte Laboreinrichtungen waren für das Projekt von Vorteil. Mit jahrzehntelanger Erfahrung in der Prozess- und Komponentenentwicklung für LMD konnten die Experten die Prozessparameter für das Bearbeiten verschiedener Werkstoffe optimieren und die neue Technologie letztlich zu dem industriellen Pilotkunden Toolcraft AG, Georgensgmünd, transferieren. Dies beinhaltete die Anpassung der Laserparameter, die Feinabstimmung der Pulverzufuhr und die Optimierung der Bewegungssteuerung der CNC-Maschine. Das neue Verfahren bezeichnen die Partner als EHLA3D.
„Die Optimierung des Wärmeeintrags ist ein kritischer Aspekt des EHLA3D-Verfahrens“, erläutert der ausgewiesene Materialexperte Min-Uh Ko. „Die Vorschubgeschwindigkeit und der Pulvergasstrahl spielen eine entscheidende Rolle bei der Kontrolle der Wärme, die in das Material eingebracht wird.“ Die Wärmezufuhr lasse sich aber präzise steuern, indem Vorschubgeschwindigkeit und Pulvermassenströme verändert werden. „Das führt zur Reduktion der Wärmebeeinflussungszone und stellte eine gleichmäßige Beschichtungsqualität sicher.“
Material präziser und effizienter auftragen
Die hohe Aufbaurate ist laut Makino-Mitarbeiter Johannes Finger ein maßgeblicher Fortschritt. „Durch den Einsatz hoher Vorschubgeschwindigkeiten und einer optimierten Pulverzufuhr wird bei gleichbleibender oder sogar höherer Präzision eine erheblich verbesserte Effizienz des Materialauftrags erreicht.“ Die Aufbaurate bei High Speed LMD (HS-LMD) könne so signifikant gesteigert werden, was die Gesamteffizienz des Fertigungsprozesses erhöht.
Die Reparatur und Instandhaltung von hochwertigen Werkzeug- und Maschinenteilen, die im regulären Betrieb hohen Belastungen ausgesetzt sind, war eines der Projektziele. Das konnten die Partner mit der angepassten EHLA3D-Technologie umsetzen.
Darüber hinaus wurde die Technologie erfolgreich eingesetzt, um Verschleißteile für verschiedene Branchen zu beschichten und so ihre Lebensdauer kostengünstig zu verbessern. Die Ergebnisse hat Makino schnell in der neuen Bearbeitungsmaschine AML 500 umgesetzt. Das zeigt einerseits, wie flexibel die CNC-Anlagen des Maschinenbauers sind. Die praktischen Anwendungen zeigen aber auch, dass die EHLA3D-Technologie nicht nur ein theoretisches Konzept ist, sondern nach Angaben der Partner „eine fortgeschrittene, robuste und industriell einsetzbare Technik ist, die erhebliche Vorteile in Bezug auf Kosten, Effizienz und Leistung bietet“.
Die Zusammenarbeit zwischen dem Unternehmen und dem Fraunhofer ILT hat somit die Fertigungstechnologie verbessert – und geht über die Laborumgebung hinaus. Ein wesentlicher Aspekt zukünftiger Entwicklungen wird die Identifikation und Validierung neuer Anwendungsbereiche für das EHLA3D-Verfahren sein. Durch die neugewonnene Flexibilität der verarbeitbaren Materialsysteme kann das erweiterte EHLA-Verfahren auf Anwendungen mit Multimaterialsystemen und den Druck von feinen Strukturen übertragen werden. (op)
www.makino.eu, www.ilt.fraunhofer.de
Über EHLA
Am extremen Hochgeschwindigkeits-Laserauftragschweißen EHLA haben die Forscher vom Aachener ILT schon länger gearbeitet. Seit 2015 kommt es für Beschichtungen zum industriellen Einsatz. Der Laser schmilzt die festen Pulverpartikel schon in der Luft auf. Sie erreichen die Bauteiloberfläche bereits im flüssigen Zustand und müssen dort nicht unter hohem Energieaufwand weiter aufgeschmolzen werden. Die Wärmeeinflusszone verkleinert sich so auf 5 bis 10 μm, beträgt also im Vergleich zum Laserauftragschweißen lediglich noch ein Hundertstel. So lassen sich auch metallurgisch inkompatible, hitzeempfindliche Werkstoffgruppen miteinander verbinden und verarbeiten, Aluminium und Titan zum Beispiel.
2017 haben die Wissenschaftler begonnen, die innovative Technologie für den 3D-Druck weiterzuentwickeln. Arbeitstitel schon damals: EHLA 3D.






{kind=link}