
Forscher haben ein neuartiges Spritzgieß-Messwerkzeug entwickelt. Mit ihm lassen sich Adhäsionskräfte quantifizieren sowie neue antiadhäsive Beschichtungen und Formmasserezepturen analysieren.
Hochwertige optische und mikrostrukturierte Bauteile aus Kunststoffen haben in den vergangenen Jahren in der Massenfertigung von Optiksystemen eine erhebliche Bedeutung erlangt. Dazu zählen zum Beispiel komplexe Linsensysteme für lichttechnische Anwendungen in der Automobilindustrie, Kameraoptiken bei Mobiltelefonen oder optische Bauteile in der Medizintechnik. Hergestellt werden solche Komponenten in erster Linie durch Spritzgießen, Spritzprägen und Heißprägen oder verwandte Verfahren. Dabei steigen die Ansprüche an das Design und die Qualität der Bauteile immer mehr, gleichzeitig soll die Fertigung kostengünstig und prozesssicher sein.
Bei der Fertigung dieser Formteile sind häufig hohe Massetemperaturen und lange Kontaktzeiten der Polymerschmelze mit der formgebenden Werkzeugoberfläche erforderlich. Der Nachteil: Die Klebeneigung und die Entformungskräfte sind hoch, was wiederum die Effizienz der Prozesse begrenzt, mögliche Produktdesigns einschränkt und zudem hohe Stückkosten verursacht.
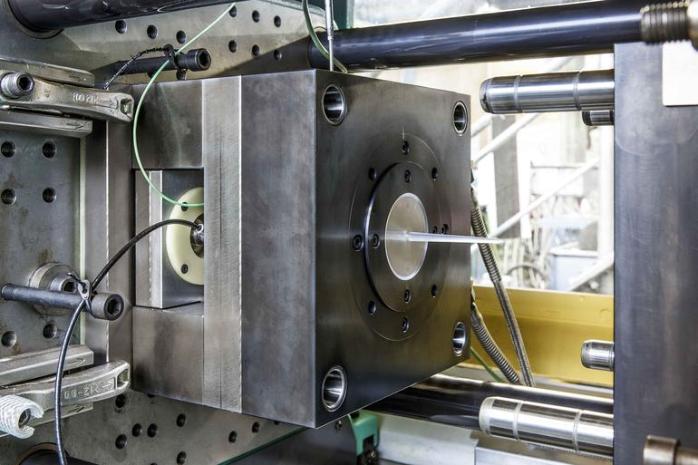
Im Rahmen eines Forschungsprojekts hat das Fraunhofer LBF nun ein neuartiges Spritzgieß-Messwerkzeug entwickelt. Mit ihm lassen sich Adhäsionskräfte quantifizieren beziehungsweise innovative antiadhäsive Beschichtungen und Formmasserezepturen analysieren. Dabei handelt es sich um ein temperierbares 3-Platten-Werkzeug mit einer zentral positionierten Aufnahmeeinheit für auswechselbare Formeinsätze mit unterschiedlichsten Oberflächenstrukturen und Beschichtungen. Die Formteilgeometrie gestaltet die LBF-Wissenschaftler als ebene Scheibe. Sie wird mittig über einen konischen Kaltkanal angespritzt.
Das Spritzgieß-Messwerkzeug ist mit einem mehrstufigen, federnd gelagerten Abdrück- und Rückhaltesystem ausgestattet. Dieses System stellt beim Öffnen des Werkzeugs sicher, dass sich Formteil und Anguss vollständig von der Düsenseite lösen, ohne die Haftung auf der Auswerferseite zu beeinflussen. Das Entformen des Spritzlings erfolgt über eine zentrale Auswerfereinheit mit integrierter Kraftmessung. Dazu dient eine piezoelektrische Messunterlagsscheibe. Ein in den Auswerferplatten platzierter Wirbelstrom-Sensor erfasst den Entformungshub. Somit kann für jeden Spritzzyklus ein Kraft-Zeit- beziehungsweise Kraft-Weg-Diagramm ermittelt werden. Damit können die Wissenschaftler den Entformungsvorgang und die dabei zu überwindenden Entformungskräfte detailliert quantitativ beurteilen. Mit Druck- und Temperatursensoren werden die Prozessparameter überwacht.
Mit dem neuen Spritzgieß-Messwerkzeug lassen sich die Entformungskräfte bei verschiedensten Prozessbedingungen praxisgerecht beurteilen. Daher ist es besonders interessant für die Hersteller von Maschinen- und Werkzeugkomponenten sowie die Entwickler antiadhäsiver Beschichtungssysteme und Formmassen.
Unsere Whitepaper-Empfehlung

Teilen:





{kind=link}