
Firmen im Artikel
Drähte, verschraubte Platten oder lange Knochenschrauben sind geeignet, um Knochen nach einem Bruch zu fixieren. Was kaum ein Patient weiß: Gerade die Knochenschrauben sind medizinische Hightech-Produkte. Als einer der marktführenden Lohnfertiger solcher speziellen Schrauben gilt die HG Medical GmbH aus dem oberbayrischen Raisting. Die Schrauben werden dort auf Langdrehmaschinen von Traub mit speziellen Wirbelwerkzeugen der Tübinger Paul Horn GmbH gefertigt. Neben dem konventionellen Wirbeln setzt der Lohnfertiger auch das Highspeed-Wirbeln ein.
Gewinderollen von Knochenschrauben: nicht gut mit Titan
Knochenschrauben, die zumeist aus dem biokompatiblen Werkstoff Titan bestehen, lassen sich allein durch Zerspanung herstellen. Das Gewinderollen beispielsweise wäre zwar als Alternative denkbar, aber es würde den Werkstoff verdichten – und ausgerechnet Titan neigt bei zu hoher Materialverdichtung zum Verbrennen.
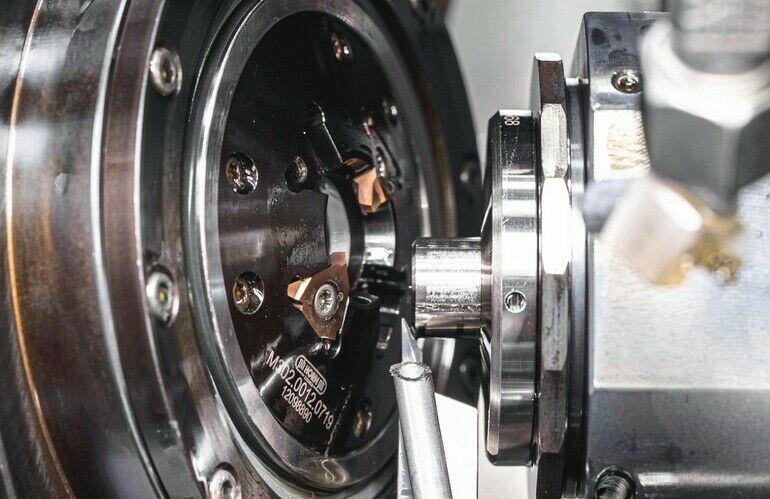
Unter den spanabhebenden Verfahren wiederum hat sich das Gewindewirbeln seit Jahren etabliert. Es ist grundsätzlich seit 1942 bekannt und wurde lange Zeit nicht wesentlich weiterentwickelt. Standardmäßig läuft es auf Langdrehmaschinen, auf denen Knochenschrauben oder – in größerer Dimension – Gewindespindeln entstehen. Der Prozess dahinter ist der Gleiche: Ein schnell rotierender Wirbelkopf wird exzentrisch zur Werkstückachse vor der Führungsbuchse des Langdrehers angestellt. Das Werkstück rotiert langsam und wird mit einer axialen Vorschubbewegung in den Wirbelkopf geführt.
Wo Anfahrmarken herkommen – und wie man sie vermeidet
Das Problem dabei: Wirbeln und Vordrehen des Durchmessers erfolgen immer in einzelnen Schritten. „Die Schneiden des Wirbelmessers sind aber nicht dafür ausgelegt, die teils doch größeren Außendurchmesser des Rohmaterials zu zerspanen“, sagt der Prozessentwickler von HG Medical, Sebastian Schmid. So muss das Wirbelmesser, je nach Länge der Knochenschraube, mehrfach in den Gewindegängen neu angesetzt werden. Hierbei entstehen so genannte Anfahrmarken auf der Oberfläche. Diese sind zwar biologisch unbedenklich, könnten aber zur Sollbruchstelle an der Schraube werden, wenn diese stark beansprucht ist. Und unabhängig davon ist eine makellose Oberfläche immer noch ein Qualitätsmerkmal eines jeden Implantates.
Highspeed-Wirbeln: Weiterentwicklung des Gewindewirbelns
Das Highspeed-Wirbeln bringt hier Verbesserungen. Es ist eine Weiterentwicklung des Gewindewirbelns und entstand in einer Zusammenarbeit zwischen dem Maschinenhersteller Index Werke GmbH & Co KG Hahn & Tessky aus Esslingen, dem Werkzeughersteller Horn und einer Hochschule. Bei diesem Verfahren ist die Drehzahl so hoch, dass parallel zum Wirbeln ein Drehprozess erfolgen kann. Das vor dem Wirbelwerkzeug angestellte Drehwerkzeug reduziert das Materialvolumen, das bislang allein das Wirbelwerkzeug abtragen musste.
Die hierfür eingesetzten Wirbelköpfe gleichen den konventionellen. Nur die Schneideinsätze weisen eine andere Geometrie auf. Der Vorteil: So lassen sich ein- und mehrgängige Gewinde mit nur einem Schneidsatz herstellen. Das geht bis zu 30 % schneller als beim konventionellen Gewindewirbeln und steigert zugleich die Qualität des Werkstücks.
Mit dem Highspeed-Wirbeln und dem kontinuierlichen Schnitt entfallen Anfahrmarken
Wie viel Zeit sich sparen lässt, hängt von der jeweiligen Anwendung und der Geometrie der Schraube ab. Wichtig für Schmid ist: „Wir sehen einen großen Vorteil durch den Entfall der Anfahrmarken, da sich beim Highspeed-Wirbeln die Schneiden in einem kontinuierlichen Schnitt befinden.“
Theoretisch ergibt sich beim Highspeed-Wirbeln auch ein Vorteil, da sich die Standzeiten der eingesetzten Schneiden erhöhen – schließlich ist durch die vorgelagerte Drehbearbeitung schon eine Menge an Material vorab abgetragen. „Diesen Vorteil hätte ich beispielsweise beim Wirbeln von kurzspanenden Werkstoffen“, sagt Schmid.
Highspeed-Wirbeln auch bei langspanender Titanlegierung
In der Praxis sieht die Sache aber anders aus, denn bei HG Medical geht es „zu nahezu 100 Prozent um langspanende Titanlegierungen“. Und unter diesen Umständen dient der Wirbelkopf beim Highspeed-Wirbeln von Titan „zwangsläufig als Häcksler der langen Späne aus der parallelen Drehbearbeitung“, erklärt Schmid. Daher liegt die zu erreichende Standzeit im Durchschnitt auf einem ähnlichen Niveau wie beim konventionellen Wirbeln. „Wir drehen, beziehungsweise wechseln die Schneideinsätze der Wirbelmesser in einem bestimmten Turnus. Die Qualität der Knochenschrauben steht immer über der maximal zu erreichenden Standzeit“, erläutert der Prozessentwickler.

(Bild: Horn/Sauermann)
Und für Knochenschrauben sind die Kriterien für die Fertigungsqualität streng definiert. „Die Fertigungstoleranzen, gerade beim Kerndurchmesser des Gewindes, sind je nach Schraube sehr eng“, sagt Schmid. Des Weiteren sei bei der Produktion Gratfreiheit zu garantieren. Jeder noch so kleine Grataufwurf kann durch Ansammlungen von Keimen potenziell gefährlich werden.
Genauigkeit auch beim Übergang von zwei Gewinden
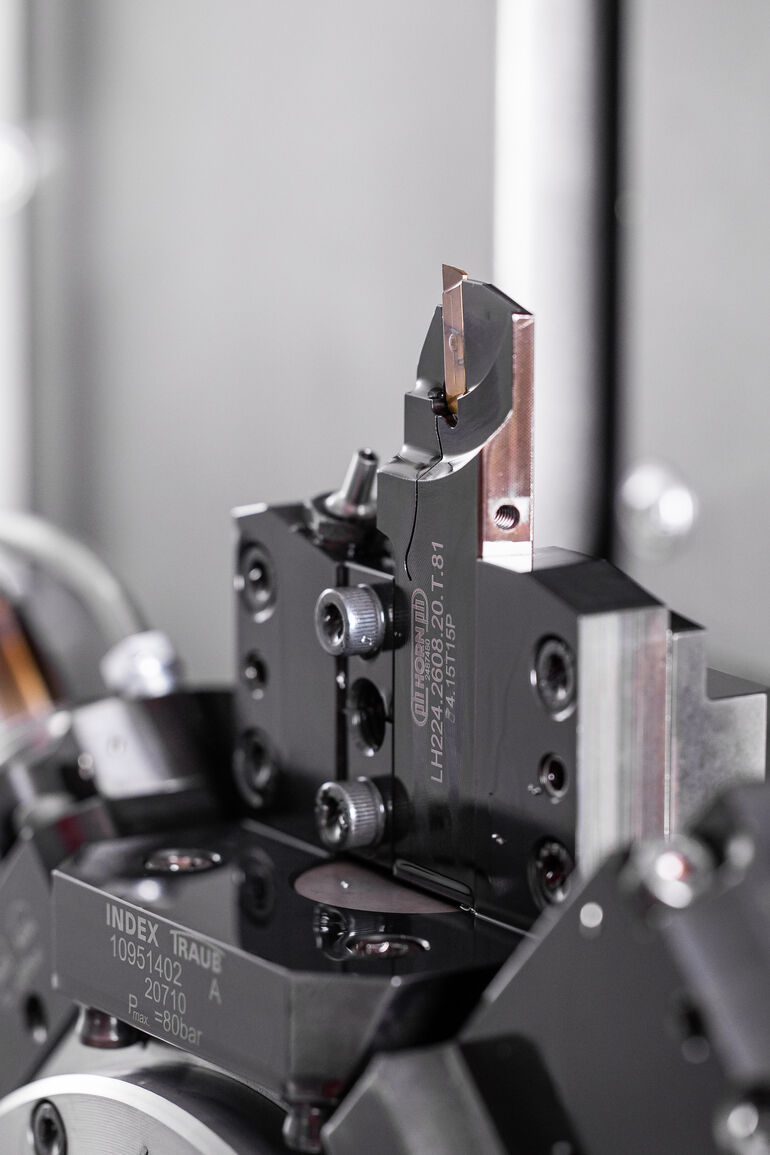
„Um solche Qualitäten und Vorgaben zu erreichen, müssen die Wirbelwerkzeuge mit den eingesetzten Schneidplatten sehr präzise gefertigt sein“, erläutert Stefan Benz, der Horn als Werkzeugexperte im Außendienst vertritt. Ein großer Fokus liege auf der Plan- und Rundlaufgenauigkeit. „Gerade beim Übergang von zwei verschiedenen Gewinden oder beim erneuten Ansetzen ist diese Genauigkeit entscheidend.“
Horn schleift die Schneiden mit Längentoleranzen von unter 0,002 mm. Darüber hinaus sind auch die Plattensitze des Wirbelkopfes hochpräzise gefertigt. Ein weiteres Qualitätsmerkmal ist das Profil der geschliffenen Schneide. Definierte Innenradien von r = 0,025 mm, mit Toleranzen von ± 0,005 mm sind beim Präzisionsschliff der Wendeschneidplatten keine Seltenheit.
Für die Schneideinsätze kommt in den Horn-Wirbelwerkzeugen hauptsächlich die dreischneidige Wendeschneidplatte des Typs S302 oder die zweischneidige Platte des Typs S274 zum Einsatz. Wobei alle Wirbelwerkzeuge Sonderausführungen nach Kundenwunsch sind.
Knifflige Aufgaben bei Wirbelprojekten
Seit rund zehn Jahren verrichten die Horn-Werkzeugsysteme nun ihren zuverlässigen Dienst in den Hallen von HG Medical. Neben den Werkzeugen zum Gewindewirbeln setzt das Unternehmen auch auf Systeme zum Stechdrehen und Innenausdrehen von Horn. „Wir haben bei neuen Wirbelprojekten teils sehr knifflige Aufgabenstellungen. Hierzu besteht mittlerweile ein direkter Draht in die Konstruktion von Horn, um die Aufgabenstellung gemeinsam zu besprechen und eine Werkzeuglösung zu entwickeln“, erzählt Schmid und fährt fort: „So, wie wir selbst sind, erwarten wir von unseren Lieferanten und Partnern höchste Flexibilität und Schnelligkeit. Mit Horn haben wir einen Werkzeugpartner an der Seite, der diesen Service bietet und immer für uns erreichbar ist.“
 Verletzte Knochen lassen sich mit Medizinprodukten unterschiedlicher Gestalt behandeln. Allein bei den Knochenschrauben ist die Variabilität groß
Verletzte Knochen lassen sich mit Medizinprodukten unterschiedlicher Gestalt behandeln. Allein bei den Knochenschrauben ist die Variabilität groß(Bild: Aliaksandr/stock.adobe.com)
Vielfältige Knochenschrauben
An der Wirbelsäule oder am Oberschenkelknochen? Zum Fixieren von Knochenfragmenten kommt eine enorme Vielfalt an unterschiedlichen Schraubenvarianten in Frage. Denn: Knochen ist nicht gleich Knochen. Je nach Beschaffenheit wie Härte, Porosität oder Knochenmark wählt der Chirurg die passende Schraube aus. Dabei kommen neben selbstsichernden Schrauben mit konischen Gewindegängen oder variablen Steigungen auch Schrauben mit einer Durchgangsbohrung zum Einsatz, durch die Knochenzement zur Stabilisierung gespritzt werden kann.
Über den Anwender
Die HG Medical GmbH wurde 2007 gegründet und ist ein Lohnfertiger für orthopädische Implantate im Bereich untere und obere Extremitäten sowie für den Wirbelsäulenbereich. 2023 hat das Unternehmen seinen Bereich HG Labs eröffnet, ein Entwicklungs- und Optimierungszentrum, das Kunden dabei unterstützt, ihre Neuproduktentwicklungen zu beschleunigen.







{kind=link}