
Firmen im Artikel
Hersteller von Medizinprodukten kennen die Herausforderung: Elektroden von wiederaufladbaren Batterien, die in Implantaten und miniaturisierten Geräten eingesetzt werden, bestehen aus Materialien, die nicht direkt auf Leiterplatten gelötet werden können. Ein typisches Beispiel sind Titan-Elektroden.
Hierfür wurden bereits verschiedene Lösungen entwickelt, wie beispielsweise die Verwendung eines Zwischenteils, eines so genannten Interposer, aus lötbarem Material (Typo). Dieses wird durch Crimpen oder Laserschweißen an den Batterieelektroden befestigt und anschließend manuell mit den Kontakten der Leiterplatte verlötet. Der neue Ansatz der Cicor Gruppe, eines weltweit tätigen Anbieters elektronischer Gesamtlösungen aus Bronschhofen, bietet gleich mehrere Vorteile: Er ist leicht zu industrialisieren, stabil und einfach.
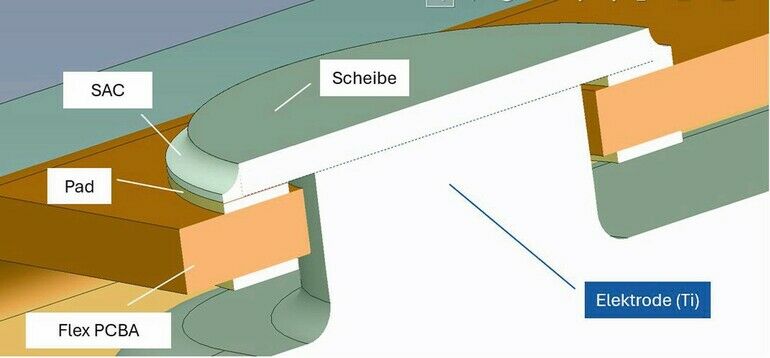
Das Verfahren besteht in der Anwendung einer Scheibe aus beschichtetem Nickel, die sich sehr gut löten lässt, aber auch durch Laserschweißen zuverlässig mit den Elektroden aus Titan verbunden werden kann.
Die Scheibe wird im SMD-Verfahren auf die dafür vorgesehenen Lötpads montiert. Die Batterie-Kontakte werden durch Löcher in der Leiterplatte geführt und kontaktieren die Scheibe. Die Lötpads für die Scheibe sind ringförmig um das Loch angeordnet. Das Laserschweißen erfolgt während der Montage.
Zinn-Beschichtung der Scheibe verbessert den Prozess
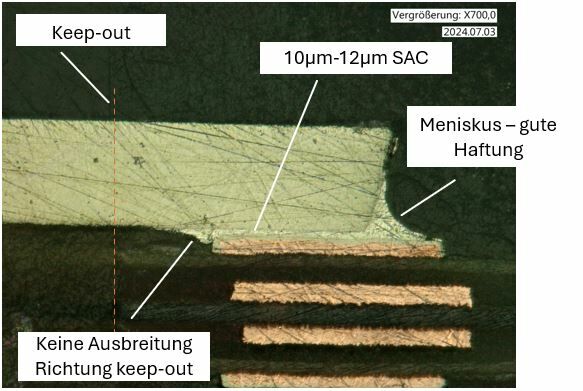
Die Endposition der Scheibe nach dem Reflow- oder Umschmelzlöten muss planparallel zur Leiterplatte sein. Eine Neigung der Scheibe kann zu Schwierigkeiten beim Laserschweißen oder zu Spannungen in der Leiterplatte führen. Das Lötzinn darf die Oberfläche der Scheibe, die in Kontakt mit den Elektroden kommt, nicht „benetzen“, da sonst die Dicke des zu schweißenden Materials nicht konstant ist. Diese Probleme können durch die Gestaltung der Schablone für den Lötpastendruck gelöst werden.
Die Scheibe besteht aus Nickel und hat eine Dicke von 100 µm. Um die Lötbarkeit zu verbessern, wird die Scheibe galvanisch mit Zinn (Sn) beschichtet. Der Prozess ist komplex und umfasst mehrere Entgratungs- und Reinigungsschritte sowie das Aufbringen einer metallischen Zwischenschicht vor dem Verzinnen. Dies erhöht die Haftung der Zinnschicht und macht den Prozess stabil und gut reproduzierbar.
Die verschiedenen Prozessschritte wurden bei Cicor einzeln qualifiziert. Insbesondere mussten drei kritische Schritte der pFMEA-Analyse berücksichtigt werden: die Haftung der Zinnschicht, die Schweißbarkeit der Scheiben und das Reflow-Löten.
- Die Haftung der Beschichtung wurde durch einen Pulltest überprüft, bei dem zwei Messingstäbe auf die Scheibe gelötet (SAC) und anschließend auseinander gezogen wurden. Die dabei auftretende Kraft wurde gemessen und statistisch ausgewertet. Dieser Schritt wird für jedes Fertigungslos von Scheiben an zehn Proben durchgeführt.
- Die Schweißbarkeit der Scheiben auf Titanelektroden wurde durch Röntgenuntersuchungen und Schliffauswertungen qualifiziert. Entsprechend wurden die Laserparameter wurden angepasst. Die Tiefe der Schweißpunkte liegt bei etwa 250 µm in Titan, was für die gängigste Verkapselung der Batterien (0,5 mm) sehr gut geeignet ist.
- Die Lötzinnmenge für das Reflow-Löten wurde durch Simulation und Anpassung der Lötsiebe iterativ optimiert. Dadurch kann eine hohe Prozessstabilität gewährleistet werden. (su)







{kind=link}