

Firmen im Artikel
Man kann nicht alles haben. Aber manchmal ist mehr zu haben, als man zunächst denkt. Wenn man sich traut, lassen sich zum Beispiel an einem Werkstück eine ganze Menge Dinge in einer Aufspannung erledigen, mit dem immer gleichen Werkzeug. Dem Laserlicht. „Wir haben uns getraut, das einfach mal auszuprobieren, und es hat funktioniert“, berichtet Richard Uhr. Er ist Experte für die Entwicklung neuer Prozesse mit Femtosekundenlasern bei der LLT Applikation GmbH in Ilmenau. Und weil es sich für ein Projekt mit einem Auftraggeber aus der Medizintechnik angeboten hat, haben die Ilmenauer mit dem Laser nicht mehr nur klassisch geschnitten und gebohrt, sondern unter anderem auch so scharfe Kanten erzeugt, dass alle vermuteten, dass so etwas nur mit einem Schleifwerkzeug zu erreichen sei.
Erfahrungen mit dem Lasereinsatz auf neue Anwendungen übertragen
Was die Ilmenauer bei ihren Entwicklungen ausprobiert haben, wollen sie nun auf andere Anwendungen übertragen. „Im Prinzip reden wir hier von einer Automatisierung, von einer mannlosen Fertigung von Produkten für die Medizin“, erläutert Benny Wagner, Geschäftsführer von LLT Applikation. „Für einen Hersteller ist dieser Ansatz interessant: Da die erforderlichen Schritte in einer Aufspannung erfolgen, lässt sich jedes Teil in kürzerer Zeit herstellen.“ Das Einmessen entfällt, wenn alles an Ort und Stelle passiert. In der einen Aufspannung lässt sich mit dem Laser eine Menge erledigen, zum Beispiel:
- schneiden,
- bohren,
- scharfe Kanten erzeugen,
- Facettierungen anbringen, die bei
einer Biopsienadel Gewebereste ableiten können, - mit dem Laser Flächen aufrauen als Basis für Klebeverbindungen oder das Anspritzen von Kunststoffteilen sowie
- das Blackmarking.
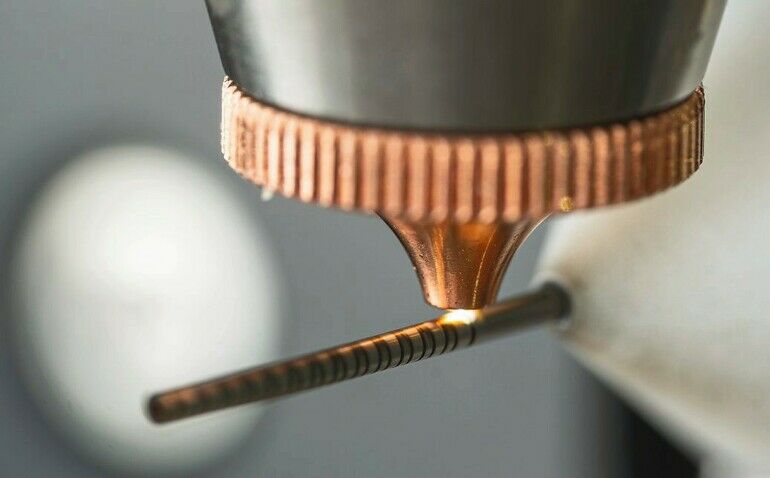
Dass sich all das für die Herstellung winziger Teile umsetzen lässt, hat sich schon gezeigt, als das erste Projekt dieser Art den Anstoß für die Prozessentwicklung gab. Details dürfen gemäß den Vorgaben zur Geheimhaltung nicht genannt werden, aber das grobe Einsatzfeld beschreibt Benny Wagner so: „Es geht dabei immer um rohr- oder stabförmige Werkstücke, also Röhrchen, Drähte oder Profile, aus denen sägeartige Werkzeuge oder Instrumente hergestellt werden sollen.“ Typisch sind Wanddicken von 0,04 bis 0,5 mm, bei denen der Ultrakurzpulslaser seine Vorteile ausspielt. Bei den Außendurchmessern der Rohre sind Werte zwischen 0,3 mm und 5 mm gängig, aber auch größere Rohre lassen sich in der beschriebenen Form bearbeiten.
Automatisierter Prozess mit Lasernutzung bringt minütlich ein Teil hervor
Was das Prinzip „alles mit dem Laser machen“ ermöglicht, lässt sich schnell abschätzen: Der automatisierte neue Prozess bringt jede Minute ein fertiges Teil hervor, dass am Ende nur ein Mal gereinigt wird. Der ursprüngliche Prozess umfasste hingegen das Ablängen vom Rohr, das Schleifen einer Krone und das Maskieren des Bauteils als Vorbereitung zum Ätzen einer Markierung sowie das Sandstrahlen, um eine Klebefläche zu erzeugen. Dazu folgte nach jedem Schritt eine Reinigung des Teils mit anschließendem neuen Referenzieren, um den nächsten Schritt in der neuen Aufspannung an der vorgesehenen Stelle auszuführen.
„In die Details und die Dauer dieser Fertigungsschritte haben wir natürlich keinen Einblick“, sagt Wagner. Aber der neue Prozess mit dem Laser und der Bearbeitung in einer Aufspannung war so überzeugend, dass eine Anlage für den Auftraggeber bereits in Arbeit ist. „Bis diese fertig ist, übernehmen wir die Produktion der Teile als Dienstleister.“
Prozessschritte kombinieren, die sich bereits bewährt haben
Fast alle Schritte, die LLT Applikation hier zu einem automatisierten Prozess zusammengesetzt hat, haben die Laserexperten in anderen Projekten schon erfolgreich verwendet. Die größte Herausforderung hier war das Verschmelzen der winklig aufeinander zulaufenden Schnittebenen an den Zahnflanken. Solche Designs können bei einer Nadel die Einstichkraft möglichst gering halten. Oder es ist eine „Krone“ am Instrument gefordert, also eine sägezahnähnliche Struktur, die wie bei einem Bohrer eine schneidende Flanke aufweist und eine weitere Flanke für die Abfuhr des Materials. So etwas zu fertigen, ist eine klassische Aufgabe für das Schleifen. Die scharfen Kanten mit dem Laser zu erzeugen, führt aber laut Prozessentwickler Uhr nicht zu Nachteilen und erfüllt die Anforderungen vieler Anwendungen aus der Medizintechnik.
Um die kronenartige Struktur mit dem Laser herzustellen, mussten die Ingenieure ein bisschen „um die Ecke denken“, da sich die Modellvorgaben an den üblichen Schleifwerkzeugen orientierten. Beim Einsatz des Lasers ist eine geschickte Überlagerung der Achsbewegungen erforderlich, um die gewünschten Kanten zu erzeugen. Gepaart wird sie mit einer ausgeklügelten Laserleistungssteuerung. Um Zahlen zu nennen: Beim Schnitt muss eine Positioniergenauigkeit von ± 3µm und eine Schnitttiefen-Modulation von ± 10 bis 20 µm erreicht werden. Nur so gehen die Flächen nahtlos ineinander über.
Prozess lässt sich gut an andere Anwendungen anpassen
Einmal entwickelt, steht der Prozess für Anwendungen mit anderen Vorgaben bereit. Natürlich werde die aktuell ausgearbeitete Kombination von Schritten nicht für jedes Bauteil erforderlich sein. Schritte können entfallen oder integriert werden. „Das Bohren beispielsweise lässt sich einfügen, oder wir können an vorn stumpfen Instrumenten für die Augenheilkunde seitliche Öffnungen anbringen, um Gewebe abzusaugen“, berichtet Uhr. Wobei zur Automatisierung gehört, am Ende die Qualität zu prüfen. Das löst LLT Applikation in seinen Anlagen mittels Bildverarbeitung.
„Interessant ist diese automatisierte Lösung mit dem Laser auch für rohrförmige Biopsieinstrumente, filigrane Hypotubes oder auch endoskopische Mechanismen“, fasst Benny Wagner zusammen. Diese könnten auch Strukturen auf der Außenseite bekommen, die sich im Ultraschall nachweisen lassen – so könne der Arzt sehen, wo im Gewebe sich der markierte Bereich eines Instrumentes befinde.

(Bild: LLT Applikation)
Da Prozesse für die Medizintechnik validiert sein müssen, seien Hersteller in der Regel zögerlich, wenn es darum geht, ein etabliertes Verfahren umzustellen. „Aber für neue oder weiterentwickelte Produkte oder im Rahmen einer Produktionsverlagerung“, betont Wagner, „lässt sich so ein Verfahrenswechsel umsetzen.“






{kind=link}