
Hersteller medizinischer Geräte müssen strenge gesetzliche Bestimmungen einhalten, die häufig zur Herausforderung werden. Dazu gehören die Ansprüche an die eingesetzten Materialien. Materialhersteller optimieren deshalb meist ihre Kunststoffe speziell für diese Branche, um eine konstante Produktqualität und -konformität zu erreichen.
Bei der Verarbeitung der jeweiligen Kunststoffe ist ein Erfahrungsaustausch zwischen den Materialherstellern sowie dem Werkzeugbauer beziehungsweise den Anwendungstechnikern von Heißkanalherstellern erforderlich. Hierbei kommt dann die Kompetenz der Anwendungstechniker der Günther Heisskanaltechnik GmbH, Frankenberg, zum Tragen. Materialhersteller, die häufig nur eine begrenzte Anzahl von Versuchswerkzeugen haben, die mit Heißkanaldüsen ausgeführt sind, haben im Technikum von Günther beispielsweise die Möglichkeit, eine größere Bandbreite der unterschiedlichsten Heißkanalausführungen zu testen.
Da die speziellen Regularien im Bereich der Medizintechnik insbesondere von dem Teilekonstrukteur und dem Hersteller, vor allen Dingen aber von dem Materialhersteller berücksichtigt werden müssen, wollte die Celanese GmbH ermitteln, welche Auswirkung die Verarbeitung von Hostaform Slidex mit unterschiedlichen Heißkanaldüsen (Nadelverschluss oder offene Düse mit Wärmeleitspitze) auf die Qualität des Spritzteils hat.
Materialhersteller und Heißkanaltechniker testen POM-Copolymer
„Der Werkstoff Hostaform Slidex ist ein tribologisch modifiziertes POM-Copolymer, das als Industrie- und Medizin-Typ erhältlich ist. Dieser POM-Typ ist sehr schersensibel. Das heißt, es kann bei der Verarbeitung zur Delaminierung, also dem Aufspleißen oder Abblättern von Oberflächenschichten kommen“, erklärt Jörg Essinger, Leiter Anwendungstechnik & Service bei Günther. „Celanese hatte die Erfahrung gemacht, dass sowohl das Aufbereiten der Schmelze als auch die Einspritzzeit einen signifikanten Einfluss auf den Delaminierungseffekt haben.“
Das tribologisch modifizierte POM-Copolymer sollte für einen medizinischen Artikel Verwendung finden, der in hohen Stückzahlen produziert werden sollte. Die Durchführung der Versuche wurde im Vorfeld mit dem Frankfurter Materialhersteller abgestimmt. Es handelt sich hierbei weitestgehend um Punkte, die standardmäßig bei Materialabmusterungen berücksichtigt werden, wie die minimale und maximale Heißkanaltemperatur, der Druckverlust im Heißkanal sowie entsprechende Füllstudien, aber auch die Ermittlung der maximalen Nachdruckzeit bei Nadelverschlusssystemen. Ziel der Versuche war es, die Grenzen der Verarbeitung dieses Hostaform-Typs mit den unterschiedlichen Heißkanaldüsen zu ermitteln. Aus den gewonnenen Erkenntnissen kann dann eine Verarbeitungsempfehlung formuliert werden.
Im Versuchsaufbau wird der Heißkanal getestet
Nach der Abstimmung über die einzusetzenden Heißkanaldüsen und den entsprechenden Probekörper wurde das Versuchswerkzeug montiert und auf der Spritzgießmaschine gerüstet. In diesem Fall war es ein 2-fach-Versuchswerkzeug mit einem scheibenartigen Probekörper mit 1 cm³ Spritzvolumen und einer Wanddicke von
2 mm. Es kamen die Heißkanal-Nadelverschlussdüsen 6NHF50LA sowie die offenen Heißkanaldüsen 5SHF80 zum Einsatz. Diese Düsen sind mit der Dickschicht-Heizung ausgeführt, die einen homogenen Temperaturverlauf in der Düse und eine ausreichende Leistungskonzentration im Bereich der Anspritzung garantiert. „Um bei den Nadelverschlussdüsen den Einfluss der Anspritzpunktgröße zu prüfen, wurde einmal eine Nadelführung mit einem Anspritzpunkt-Durchmesser von 1,0 Millimeter gewählt und zum anderen eine mit einem Durchmesser von 1,6 Millimeter“, erklärte Essinger den Versuchsaufbau.
Um belastungs- und diskussionsfähige Parameter für die genannten Versuchsziele zu erhalten, wurden die Versuche mit unterschiedlichen Schmelze-, Heißkanal- und Werkzeugtemperaturen sowie Einspritzzeiten und Anspritzpunkten gefahren. Um den Einfluss der einzelnen Parameter auf die Qualität des Bauteils feststellen zu können, müssen die Parameter vor jeder Änderung immer wieder auf die Grundeinstellung zurückgestellt werden. Dabei wurde auch die Verweilzeit der Schmelze im Heißkanal sowie im Aggregat der Spritzgussmaschine ermittelt.
Kunststoff-Know-how und Kontextkompetenz verknüpfen
Hintergrund ist, dass sehr oft die Verweilzeit der Schmelze im Spritzaggregat zu kurz ist und daher ein homogenes Aufbereiten der Schmelze in Verbindung mit einer ausreichenden Wärmeübertragung in die Schmelze nicht möglich ist. Die Folge davon ist, dass die Schmelze unterschiedliche Viskositätsbereiche haben kann, bis hin zu unaufgeschmolzenen Granulatpartikeln. Dies hat einen signifikanten Einfluss auf die Prozessstabilität und auf die Bauteilqualität. „Also ziemlich komplexe Versuchsparameter, die uns dann aber Rückschlüsse auf einen stabilen Spritzprozess sowie die Prozessfähigkeit über einen festgelegten Zeitraum, in der Regel drei Stunden, für den zu verarbeitenden Kunststofftyp Hostaform Slidex geben konnten“, fasst Essinger zusammen. Im Anschluss wurden dann mit Rochus Hiekisch, Experte für Spritzgussverarbeitung und Heißkanaltechnik bei Celanese, die Ergebnisse diskutiert. „Vorstellen kann man sich das wie einen gegenseitigen Erfahrungsaustausch, wobei der Materialhersteller seine Kompetenz in Bezug auf das Material und wir unsere Erfahrung mit Heißkanalsystemen und Prozesstechnik einbringen.“
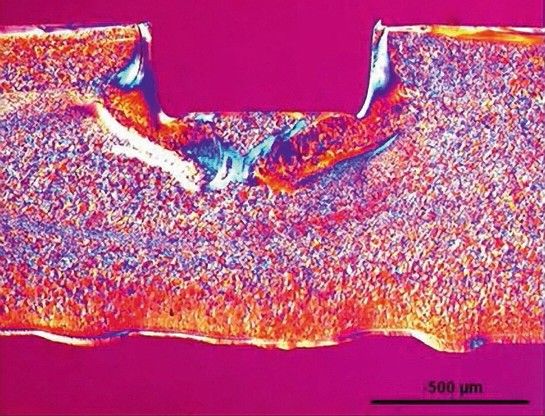
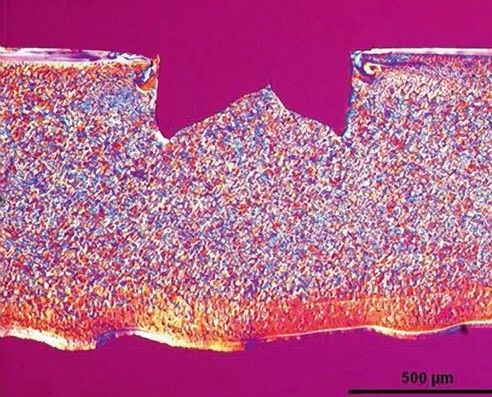
Was bewirkt der Delaminierungseffekt?
Als Delamination bezeichnet man bei Kunststoff-Spritzgussteilen das Aufspleißen oder Abblättern von Oberflächenschichten. Die Ursache dieser unzureichenden Verbindung zwischen den Polymerschichten ist eine zu starke Scherung der relativ kalten Masse in Kombination mit der Werkzeugkühlung. Bei teilkristallinen Thermoplasten kann dies zum Entstehen von Schichten unterschiedlicher Kristallstruktur führen, bei amorphen Thermoplasten zu Entmischungen im Schmelze/Additiv/Pigment-Gemisch.
Kontakt zum Hersteller:
Günther Heisskanaltechnik GmbH
Sachsenberger Str. 1
35066 Frankenberg (Eder)
www.guenther-heisskanal.de






{kind=link}
{kind=link}