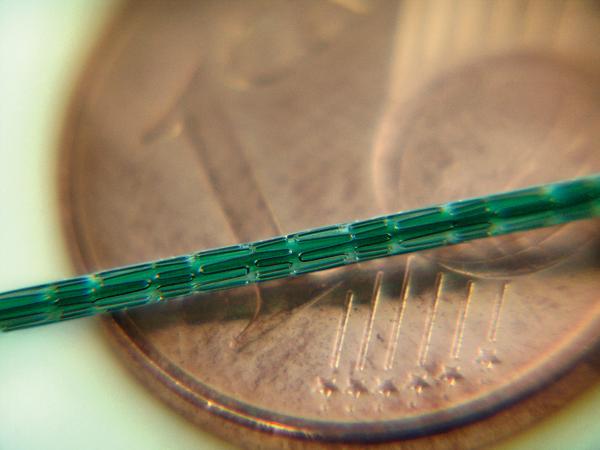

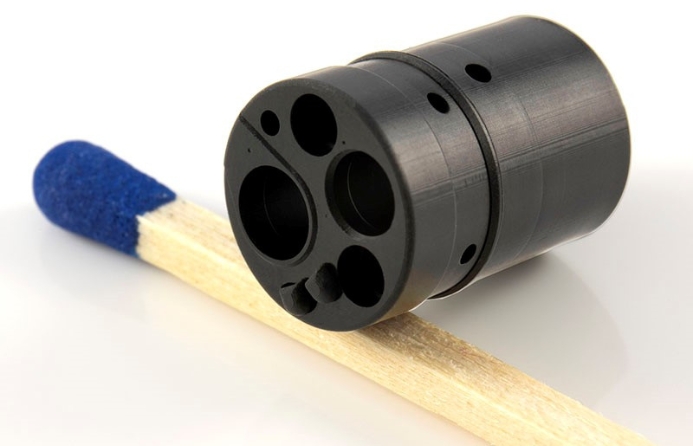
Stents sind aus dem medizinischen Alltag nicht mehr wegzudenken. Die kleinen Gittergerüste in Röhrchenform aus Metall oder bioresorbierbaren Materialien werden mittels Lasertechnik hochpräzise geschnitten. Trotec hat dafür seine Speedcutter-Baureihe und die Lasertechnik optimiert.
Die klassische Schneidlösung für metallische Stents, ob unbeschichtete (BMS Bare Metal Stents) oder beschichtete (DES Drug Eluting Stents), setzt auf einenLaser mit Pulslängen im Bereich von einigen 10 bis 100 μs. Dies sind die etablierten faser- oder lampengepumpten Nd:YAG-Pulslaser. Mit diesen beiden Quellen wird die Kontur im Schmelzschneidverfahren in das Rohr eingebracht, wobei der Laser die Energie zum Aufschmelzen in das Material einbringt und das Schneidgas unter hohem Druck die Schmelze aus dem Schnittspalt austreibt. Dieses Verfahren führt zu drei unerwünschten Begleiterscheinungen: Erstens zur Gratbildung an der Innenkante des Schnittspaltes, die durch geeignete Düsengeometrien und Gasdrücke verringert, aber nicht eliminiert werden kann. Zweitens zu Ablagerungen von Schlacke und Schlackespritzern auf der dem Schnitt gegenüber liegenden Seite des Rohres (Debris). Diese können durch den Einsatz eines passenden Absorbers (beam block) im Rohr weitgehend vermieden werden. Dieses Verfahren stellt aber neue Aufgaben für die automatisierte Serienfertigung dar. Die dritte unerwünschte Erscheinung ist eine Wärmeeinflußzone, wie sie die oben angeführten Strahlquellen typischerweise im Bereich von einigen Mikrometern erzeugen. Diese muss in späteren Prozessschritten wieder entfernt oder nachbearbeitet werden, um homogene mechanische Eigenschaften zu gewährleisten.
Insbesondere die ersten beiden Punkte erfordern eine Reihe von Nachbearbeitungsschritten, die nach wie vor meist händisch ausgeführt werden und damit hohe Kosten verursachen. In Abhängigkeit von Rohrdurchmesser und Material sind diese Arbeiten einfach bis sehr aufwendig, letzteres ist bei Nitinol-Stents mit kleinen Durchmessern besonders ausgeprägt.
Die ideale Lösung dieser drei Probleme wäre also ein Verfahren, das praktisch „kalt“ und rückstandsfrei Material abtragen kann. Diesem Ideal kommt der Ultrakurzpulslaser (UKP) in seiner Form als Femtosekundenlaser schon sehr nahe. Die Pulse sind beim Femtosekundenlaser eben um den Faktor exp10 kürzer und die Pulsspitzenleistung um den Faktor exp4 höher. Damit wird das Material nicht mehr aufgeschmolzen, sondern direkt sublimiert, es wird also auch keine Schlacke mehr gebildet.
Die Schnittergebnisse in Metallen sind gratfrei, allerdings nicht frei von Ablagerungen und Debris. Auch haben sie noch immer eine Wärmeeinflußzone, wenngleich diese geringer ausfällt. Warum also setzen nicht alle Hersteller nur auf diese Strahlquelle? Dafür gibt es drei wesentliche Gründe:
- Die Höhe der Investition ist für den Femtolaser als reine Strahlquelle immer noch etwa zehnmal so hoch wie die für Faserlaser, wenngleich sich das mit den Gesamtkosten einer Schneidanlage etwas relativiert.
- Die Verfügbarkeit der Ultrakurzpulslaser ist erst seit wenigen Jahren in industriell geforderten Bereichen gegeben.
- Die Hersteller scheuen die Neubewertung ihrer Produkte und Prozesse wegen einer neuen Strahlquelle.
Es kommt daher immer auf den Einzelfall beim jeweiligen Produzenten an, welche Strahlquelle für seine Produktion die sinnvollste ist.
Einfacher wird die Entscheidung bei bioabsorbierbaren Stents (BVS Bioabsorbable Vascular Stents) aus Polylaktat (PLA PolyLactic Acid). Das Material absorbiert die „langen“ Pulse der konventionellen Stahlquellen nicht ausreichend und lässt so keine sauberen Schnitte zu. Dagegen werden die Pulse der Ultrakurzpulslaser (Femto-, oder Picosekundenlaser) absorbiert und sind so erste Wahl.
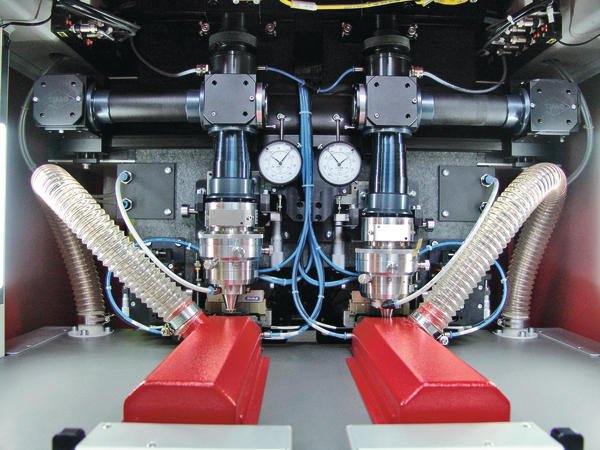
Bei Trotec Laser, Marchtrenk, sind die Schneidsysteme der Speedcutter-Familie mit jeder Strahlquellen-Kombination verfügbar. Standardmäßig mit zwei Faserlasern ausgestattet kann die Twin-Maschine aber auch mit zwei Ultrakurzpulslasern oder alternativ mit nur einem UKP als Hybrid aufgebaut werden. Der Speedcutter-Single kann ebenfalls mit der ganzen Palette der Strahlquellen bestückt werden. Zusätzlich bietet das Unternehmen eine automatische Rohrbeschickung (Autoloader), automatisierte Stentsortierung (Sorter), Nasschneiden (Wet Cut) oder Beam Block als Optionen aus einer Hand mit einem durchgängigen Steuerungskonzept an.
Besonders der „kleinere Bruder“ des Speedcutter Twin – der Speedcutter-Single – ist für Entwicklungsabteilungen oder für kleinere Produktionsmengen interessant. Denn mit den beschriebenen Strahlquellen können Stenthersteller die für Entwicklung und Produktion jeweils optimale Laseranlage einsetzen. Vor allem lassen sich mit der neuen Femtolaser-Technologie bisherige Fertigungsmethoden gegenüber der neuen Möglichkeit des UKP-Lasers testen. Die Single-Ausführung ist technisch gleichwertig mit dem großen Bruder Twin und mit diesem kompatibel. Daher können mit dem Speedcutter-Single neue Stentarten in der Entwicklung oder Vorserie gefertigt werden und später auf den großen Twin-Maschinen in hohen Losgrößen in Serie produziert werden. Da beide Maschinen mit Faser- und/oder Femto-Laser verfügbar sind, können die Anlagen in der Entwicklung und Serienproduktion aufeinander abgestimmt werden. Der Speedcutter-Single eignet sich auch als Einstieg in die Twin-Technologie, bei der mit einer parallelen Ausführung mit zwei Lasern und zwei Schneidköpfen der doppelte Durchsatz bei geringeren Investitionskosten pro Teil erreicht wird.
Werner Ammerer Trotec, Marchtrenk
Weitere Informationen Über den Laserspezialisten Trotec: www.troteclaser.com Auf der Medtec Europe: Halle 7, Stand A10
Ihr Stichwort
- Ultrakurzpulslaser
- Hochpräzise Stentbearbeitung
- Bioabsorbierbare Stents
- Verschiedene Strahlquellen- Kombinationen verfügbar
- Twin- und Single-Ausführung
Unsere Whitepaper-Empfehlung
Was leisten additive Fertigungstechnologien heute? Mit der neuen Projektionsmikro-Stereolithografie lassen sich Mikroteile als Prototypen oder Serienteile in höchster Genauigkeit und Präzision fertigen. Dies lohnt sich selbst bei kleinen und mittleren Serien. Mehr erfahren Sie…
Teilen:





{kind=link}