Spezifische Vorgaben zur Reinheit und Prozessvalidierung müssen bei der Produktion medizintechnischer Bauteile eingehalten werden. Auch Schritte wie das Fügen von Kunststoffen, die der Herstellung des eigentlichen Produktes vorangehen, müssen wiederholgenau und nachzuverfolgen sein.
Dabei stehen für das Verbinden von Teilen verschiedene Technologien vom Kleben bis zum Ultraschall- oder Vibrationsschweißen zur Verfügung. Besonders hohen Ansprüchen kann das Laser-Kunststoffschweißen durch konsequente Qualitätsüberwachung gerecht werden. Einsetzen lässt es sich für Gehäuse in unterschiedlichen Geometrien, beispielsweise für empfindliche Elektronikkomponenten, aber auch für mikrofluidische Bauteile – und selbst außergewöhnlich geformte Fügenähte lassen sich realisieren.
Um eine hohe Gutteilrate in der Produktion zu erreichen, werden im gesamten Schweißprozess ausgefeilte Qualitätssicherungsmaßnahmen eingesetzt. So erkennt die Prozessüberwachung in den Maschinen der LPKF Laser & Electronics AG, Garbsen, Unregelmäßigkeiten im laufenden Prozess. Daher lassen sich Gut- und Schlechtteile trennen. Alle Parameter werden erfasst und für ein lückenloses Tracking & Tracing übernommen.
Die neue LPKF-Maschinensoftware vereinfacht die Prozesseinrichtung und nimmt dem Bediener die teilweise komplexe Prozessierung ab. Anhand der CAD-Daten ermittelt sie selbstständig Vorschläge für einen optimierten Schweißvorgang und gibt diese nach Freigabe an die Maschinensteuerung. So sind sowohl das Einrichten der Prozessparameter als auch Konturanpassungen mit wenigen Mausklicks umzusetzen.
Eine weitere Neuheit sorgt für Schweißergebnisse, die noch zuverlässiger sind und eine bisher nicht realisierbare Reproduzierbarkeit ermöglichen: Ein kalibriertes Scanfeld gleicht Abweichungen aus, die etwa durch äußere mechanische Einflüsse oder vorbestehende Bauteilabweichungen möglich sind. Dabei werden variabel einstellbare Laserspotdurchmesser eingesetzt, mit denen die Fügenähte schnell und präzise erzeugt werden können. Ein einzelner Datensatz lässt sich auf allen kalibrierten LPKF-Systemen anwenden und schafft damit weltweit reproduzierbare Ergebnisse. Fehler durch ungenaue manuelle Einrichtung lassen sich damit nahezu ausschließen.
Da es sich beim Laser-Kunststoffschweißen um einen Prozess handelt, bei dem angelieferte Bauteile zu einer Baugruppe gefügt werden, bezieht die Kontrolle auch die Vorprodukte mit ein. Die optische Wellenlängendurchlässigkeit des Kunststoffes ist für die Qualität der Fügeverbindung entscheidend. Der Transmissionstester LPKF TMG 3 ermittelt die durch eine Kunststoffprobe transmittierte Laserstrahlung. So lassen sich beim gelieferten Bauteil Materialabweichungen von der Prozessspezifikation schnell feststellen.
Mit der Fügewegüberwachung das Gutteil erkennen
Die Fügewegüberwachung misst beim Laserstrahlfügen den Abschmelzweg und lässt Rückschlüsse auf die Qualität zu. Werden die definierten Grenzen eingehalten, gilt das Bauteil als Gutteil. Ein optisches Verfahren erfasst Verbrennungen auf der Oberfläche. Diese können auch bei Verschmutzungen auftreten: Statt das lasertransparente Oberteil nahezu absorptionsfrei zu passieren, koppelt der Laser in die Verschmutzung ein und gibt hier bereits einen Teil seiner Energie ab. Detektiert das System einen solchen Fall, wird das Bauteil angezeigt.
Mit steigenden Ansprüchen an die Qualität der Schweißung und bei empfindlichen Bauteilen hat das Laser-Durchstrahlschweißen eine bevorzugte Position. Entscheidungsrelevante Argumente für diese Technologie sind neben den um bis zu einem Drittel geringeren projektspezifischen Kosten die größere Flexibilität der Anlagen, die integrierte Prozesskontrolle und die bessere Ausbeute an Gutteilen – sogar bei schwankender Qualität der Vorprodukte.
Das Laser-Kunststoffschweißen hat sich als wirtschaftliche, präzise und besonders saubere Fügetechnologie gegenüber anderen Fügemethoden behauptet. Dadurch kann das Verfahren beispielsweise auch den Anforderungen aus der medizinischen Mikrofluidik gerecht werden.
Über den Anbieter
Die LPKF Laser & Electronics AG produziert Maschinen und Lasersysteme, die in der Elektronikfertigung, der Medizintechnik, der Automobilindustrie und bei der Herstellung von Solarzellen zum Einsatz kommen. Rund 20 % der Mitarbeiter sind im Bereich Forschung und Entwicklung beschäftigt.
Der Hersteller bietet für das Schweißen von Kunststoff-Bauteilen in der Medizintechnik sowohl Einzelarbeitsplätze als auch voll automatisierbare Inline-Produktionssysteme an. Die Anlagen lassen sich für den Reinraumeinsatz ausrüsten.
Schweißen mit dem Laser
Beim Laser-Durchstrahlschweißen werden Kunststoffbauteile mit einem Laser verschweißt, indem der geführte Laserstrahl einen lasertransparenten Werkstoff durchdringt und ihn mit dem darunterliegenden laserabsorbierenden Werkstoff durch präzises Schmelzen zusammenfügt. LPKF hat in umfangreichen Messreihen die geeigneten Laserparameter für unterschiedliche Kunststoff- und Farbkombinationen ermittelt. So ist eine Laserschweißnaht in ihrer Festigkeit mit dem vollen Material vergleichbar und erreicht nahezu den Schweißfaktor 1.
Neue Produktlayouts lassen sich mit den softwaregesteuerten Laserwegen einfach und kurzfristig realisieren, wobei reproduzierbare Ergebnisse erzielt werden.
Ein wichtiger Aspekt für anspruchsvolle Bauteile ist die mikrostrukturelle Qualität der Fügezone. Anders als beispielsweise bei Vibrations- oder Reibverfahren treten beim Laserschweißen keine Partikel auf. Da die Werkzeuge nicht mit flüssigen Werkstoffen in Kontakt kommen, gibt es keinen Aufwand für ihre Reinigung. Auch chemische Zusatzstoffe wie etwa im Klebverfahren werden nicht verwendet.
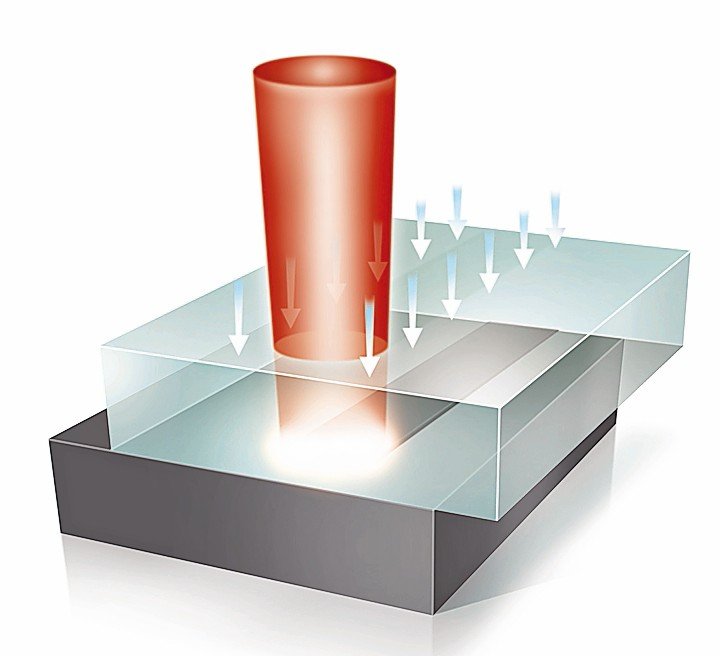 Beim Laser-Durchstrahlschweißen erfolgt die Plastifizierung ausschließlich in der Fügezone. Durch einen moderaten Spanndruck wird die Wärmeübertragung zwischen Ober- und Unterteil sichergestellt
Beim Laser-Durchstrahlschweißen erfolgt die Plastifizierung ausschließlich in der Fügezone. Durch einen moderaten Spanndruck wird die Wärmeübertragung zwischen Ober- und Unterteil sichergestelltBild: LPKF

Hier finden Sie mehr über:





{kind=link}