
E-Beam-Sterilisation | Die Sterilisation mit beschleunigten Elektronen eignet sich besonders für sehr komplexe Medizinprodukte. Selbst geschlossene Hohlräume in einem Produkt lassen sich mit der E-Beam-Technologie sicher sterilisieren. Der Vorgang dauert nur wenige Sekunden.
Yves Kaufhold Herotron E-Beam, Bitterfeld Wolfen
Das Sterilisieren mit Elektronenstrahlen – auch E-Beam-Sterilisation bezeichnet – gilt als sicheres und effizientes Verfahren, um Mikroorganismen und DNA-Fragmente zuverlässig unwirksam zu machen. Verglichen mit anderen Verfahren ist die Sterilisation mit beschleunigten Elektronen zudem weitaus umweltschonender und wirtschaftlicher.
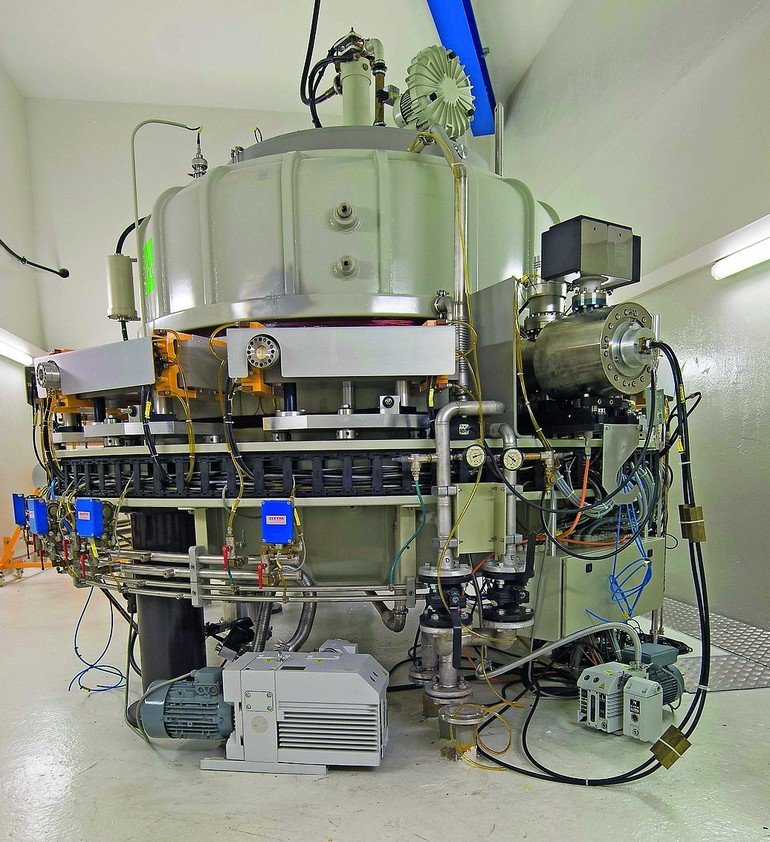
Bei ionisierender Strahlung ist zwischen natürlichen (Alpha-, Beta- und Gamma-Strahlen) und künstlich erzeugten Strahlungsformen (Elektronenstrahlen, E-Beam) zu unterscheiden. Erzeugt werden die Elektronen in einem Beschleuniger. Der Elektronenstrahl wird dann über ein so genanntes Scanhorn zu einer Art „Elektronendusche“ aufgefächert, unter der die Produkte auf einem Transportsystem hindurchfahren. Sterilisiert werden die Produkte in ihrer Primärverpackung immer im Umkarton, entweder als Schüttgut oder angeordnet nach einem zuvor definierten Packschema. Der eigentliche Sterilisationsprozess dauert nur wenige Sekunden.
Zu den Vorteilen der E-Beam-Sterilisation zählen die Variationsmöglichkeiten bei Temperatur, Atmosphäre und Dosis. Hinzu kommen mögliche Synergieeffekte hinsichtlich der Materialeigenschaften, die sich gezielt nutzen lassen. Abhängig vom Werkstoff, aus dem die zu sterilisierenden Produkte hergestellt sind, verursacht die E-Beam-Bestrahlung eine lediglich moderate Temperaturerhöhung von durchschnittlich 20 °C. Im Vergleich dazu sind die Temperaturen beim Sterilisieren mit Dampf (121 bis 134 °C) oder trockener Hitze (160 bis 200 °C) deutlich höher.
Die Temperatur lässt sich jedoch durch Kühlen der Produkte vor und während der Sterilisation beeinflussen, weshalb sich die E-Beam-Sterilisation auch für temperaturempfindliche Produkte eignet. So werden etwa resorbierbare Stents aus Polylactid tiefgekühlt sterilisiert. Polylactid neigt nach einer Elektronenstrahl-Bestrahlung (bei Raumtemperatur) mit 25 kGy zur Versprödung. Darum werden die Stents in Trockeneisbeutel und Polystyrol-Boxen verpackt sterilisiert, wobei die Temperatur nahezu konstant bei etwa -25 °C bleibt.
Hydrogel auf der Basis von Hydroxypropylmethylcellulose (HPMC), besser bekannt als Kontaktgel für Ultraschalluntersuchungen, muss für die Anwendung im OP sterilisiert sein. Bei Raumtemperatur bestrahlt, baut die Viskosität von HPMC jedoch enorm ab. Bereits eine Strahlendosis von 15 kGy bei Raumtemperatur vermindert die Viskosität auf unter 20 % des Ausgangswertes. Eingepackt in Trockeneis, verbleibt bei gleicher Dosis eine Viskosität von rund 60 %.
Werden Produkte mit Gas, Plasma, Dampf oder trockener Hitze sterilisiert ist es zwingend erforderlich, dass das sterilisierende Medium unmittelbaren Kontakt mit der Produktoberfläche hat. Möglich machen das Umverpackungen aus so genannten semipermeablen Materialien, die zwar Gase durchlassen, Keime jedoch abhalten. Die Strahlensterilisation wirkt hingegen materialdurchdringend. Das heißt, die Energie durchdringt sowohl die Verpackung als auch das Produkt. Daher lassen sich die Produkte gasdicht verpackt sterilisieren.
Abhängig vom Einzelfall bietet es sich an, innerhalb der Primärverpackung ein Inertgas (Stickstoff oder Argon) einzusetzen. Mangels Sauerstoffatomen unterbindet das Gas die Bildung von Radikalen und verhindert so eine Oxidation der Produktoberfläche. Praktisch genutzt wird das bei Hüftimplantaten aus hochmolekularem PE, um die Abriebfestigkeit der Implantatoberfläche zu erhalten.
Ein maßgeblicher Prozessparameter bei der E-Beam-Sterilisation ist die Dosis. Sie beschreibt die an eine bestimmte Masse übertragene Energie und ist schlussendlich ausschlaggebend für die Wirkung der Strahlen sowie für die Eigenschaften eines Produkts nach der Behandlung. Abhängig ist die Dosis einmal von den anlagenspezifischen Parametern Transportgeschwindigkeit, Energie, Strahlstrom und Scanweite. Um die Reproduzierbarkeit der Dosis sicherzustellen, unterliegen diese Parameter einer kontinuierlichen Überwachung. Darüber hinaus hängt die für eine Sterilisation erforderliche Dosis von weiteren Kriterien ab, wie Keimherkunft und Keimart, der Strahlenresistenz der Keime, der Gesamtkeimzahl sowie von den Produkteigenschaften und Werkstoffen.
Vielfach unterschätzt wird die Herkunft von Keimen. So ist es möglich, dass beispielsweise aus Asien importierte Produkte und/oder Rohstoffe mit Keimen kontaminiert sind, die in Europa üblicherweise nicht auftreten und deren Nachweis ein spezielles Verfahren erfordert.
Daher ist es ratsam, das mit der Ermittlung der Gesamtkeimzahl beauftragte mikrobiologische Labor entsprechend zu informieren. Das kann die für den weiteren Prozess benötigten Informationen mit geeigneten Nachweisverfahren ermitteln sowie speziellen Datenbanken entnehmen. Die Gesamtkeimzahl ist im Rahmen der mikrobiologischen Validierung für die Bestimmung der Bestrahlungsdosis erforderlich.
Gemäß DIN EN ISO 11137 erfolgt die Validierung der Strahlensterilisation in den drei Schritten
-
- mikrobiologische Validierung,
- dosimetrische Validierung und
- anwendungstechnische Validierung.
Sterilisationsdosis richtet sich nach der Keimbelastung
- Die mikrobiologische Validierung dient der Ermittlung der Strahlendosis. Im nächsten Schritt erfolgt die dosimetrische Validierung zur Bestimmung der Dosisverteilung unter Berücksichtigung der Verpackungen und des Packschemas. Die anschließende anwendungstechnische Validierung führt der Hersteller durch; sie dient dem Nachweis, dass das sterilisierte Produkt anwendungsgemäß funktioniert.
Der Einfluss ionisierender Strahlen auf die Materialeigenschaften von Kunststoffen ist einerseits bei der sterilisationsgerechten Auslegung von Produkten zu berücksichtigen, lässt sich andererseits natürlich auch gezielt nutzen. Während einzelne Polymere mit einer Degradation (Kettenabbau) und damit Versprödung reagieren, verbessern sich bei anderen Polymeren aufgrund einer Vernetzung die thermischen, mechanischen und chemischen Eigenschaften. Die Versprödung des Materials lässt sich beispielsweise für gezielt angebrachte Sollbruchstellen nutzen. Auch Eigenschaftsverbesserungen aufgrund der Vernetzung lassen sich zielgerichtet nutzen. So etwa bei Blut- oder Infusionsbeuteln und Schläuchen aus TPE als Ersatz für PVC. Die Produkte können nun in einem Autoklav sterilisiert werden, weil vernetztes TPE eine wesentlich höhere Temperaturbeständigkeit hat. ■
Unsere Whitepaper-Empfehlung

Gewährleisten Sie Sterilität bei Medizinprodukten, wie Implantaten und OP-Material. Das Whitepaper von BGS Beta-Gamma-Service gibt Einblicke in den Ablauf, Vorteile, Validierungsschritte der Strahlensterilisation & wichtige Aspekte beim Wechsel des Sterilisationsverfahrens. Jetzt…
Hier finden Sie mehr über:
Teilen:





{kind=link}