Die Schweizer Cicor Gruppe betreibt an ihrem Hauptsitz in Bronschhofen ein Entwicklungslabor für gedruckte Elektronik. Das Ziel der in diesem Labor beschäftigten Ingenieure ist, Elektronikapplikationen gemeinsam mit den Auftraggebern zu entwickeln und diese Entwicklungen in die Serienproduktion zu überführen. Im Vorfeld wurde dafür eine Technologieevaluation durchgeführt, bei der verschiedene Drucktechnologien gegenübergestellt und hinsichtlich ihrer Eignung für die Herstellung von Produkten, unter anderem für die Medizinindustrie, beurteilt wurden.
Unter diesen Technologien befanden sich verschiedene Inkjet-Optionen, Siebdruck sowie das Aerosol Jet Printing Verfahren der Optomec Inc., Albuquerque, New Mexico. Die Besonderheiten dieser Technologie liegen in der Flexibilität hinsichtlich der Auswahl bedruckbarer Materialien und Formen, der Vielfalt der verfügbaren und druckbaren Tinten sowie der Druckauflösung, die denen der anderen evaluierten Verfahren überlegen ist. Hinzu kommt, dass, bedingt durch das Funktionsprinzip, das Risiko verstopfter Druckköpfe und der damit verbundene Wartungsaufwand deutlich reduziert werden können. Aufgrund der Vorteile der Aerosol-Jet-Printing-Technologie fiel die Wahl auf diese, und es wurde eine 5-Achs-Druckanlage inklusive der benötigten Infrastruktur und Messeinrichtungen installiert.
Aushärtung der Tinten führt zu den Struktureigenschaften
Die richtige Tintenauswahl für das Aerosol Jet Printing macht eine genaue Spezifikation der Anforderungen an das Produkt erforderlich. Dazu gehören zum Beispiel die gewünschte Leitfähigkeit, die Haftung auf dem Substrat oder die Biokompatibilität. Um die endgültigen Eigenschaften einer gedruckten Struktur zu erreichen, müssen die Tinten ausgehärtet werden. Diese Aushärtung oder Sinterung im Falle von metallbasierenden Tinten erfolgt in den meisten Fällen durch Temperatureintrag. Typische Aushärtetemperaturen von Nanopartikel-Tinten starten, abhängig vom eingesetzten Metall, bei etwa 120 °C. Während dieses Aushärteprozesses werden organische Komponenten wie Lösemittel aus der gedruckten Schicht entfernt, und es kommt zu einem Verschmelzen der Nanopartikel. Dies führt zur Formung eines leitfähigen Pfades, wobei die Leitfähigkeit in der Regel mit zunehmender Aushärtetemperatur und -zeit zunimmt.
Die moderaten Aushärtetemperaturen der eingesetzten Tinten ermöglichen den Druck auf einer großen Vielfalt verschiedener Materialien. Die Auswahl geeigneter Werkstoffe ist abhängig von den spezifizierten Schichteigenschaften. Die Temperatur- und Lösemittelbeständigkeit der eingesetzten Substrate liefert entscheidende Informationen, die für die Auswahl geeigneter Tinten von Bedeutung sind. Bedruckt werden können Kunststoffe wie PEEK, LCP, ABS, Polycarbonat, POM, PBT (auch biokompatible Varianten), Silikon, PU (medical grade), Polyimid- und LCP-Folien. Aber auch Glas, Al2O3 (biokompatibel) und AlN-Keramiken sowie Metalle, Stahl, Parylene und Papier lassen sich bearbeiten.
Druck auf 2D- und 3D-Struktur für Medizinanwendungen
Die zu bedruckenden Substrate brauchen jeweils eine geeignete Vorbehandlung, um ausreichende Benetzung und Haftung zu gewährleisten. Metallische Werkstücke benötigen eine Isolierschicht, um Kurzschlüsse zu vermeiden, poröse Materialien müssen mit einer Primerschicht vorbereitet werden, um gleichmäßige Strukturen drucken zu können.
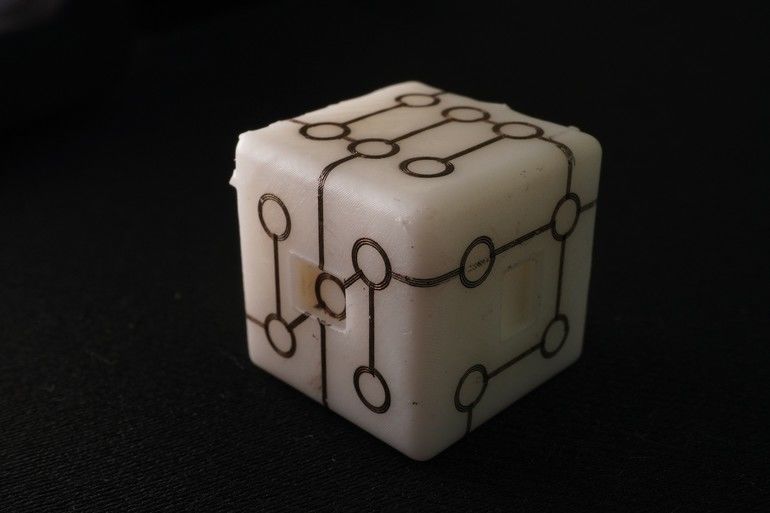
Die erwähnten Vorteile der Drucktechnologie erlauben es, auf zwei- und dreidimensionalen Substraten Strukturen aufzubringen. Beachtet man die Mindestwinkel und -radien sowie die Erreichbarkeit für den Druckkopf, so können diese Substrate beinahe beliebige Form haben. Für die Medizintechnik ergeben sich dadurch Anwendungen beispielsweise bei Kanülen, Nadeln, Kathetern, Schläuchen, Stents, Endoskopen oder Elektroden.
Auch dehnbare Strukturen können hergestellt werden. Hier gilt es, Augenmerk auf das Design der leitfähigen Strukturen zu legen, da dadurch die Dehnbarkeit zu einem großen Teil mitdefiniert wird. Durch den Einsatz des Aerosol Jet Printing ergeben sich bei der Herstellung von Medizinprodukten so Möglichkeiten, die bisher nicht oder nur unter sehr hohem Aufwand zu realisieren waren.
www.cicor.com
Auf der Messe: Halle 10, Stand 503
So funktioniert das Aerosol Jet Printing
Um ein Aerosol, umgeben von einem Mantelgas, auf die Oberfläche des Werkstückes zu drucken, wird die Tinte in einem Atomizer zerstäubt und eine Mischung aus Stickstoff und Tintentröpfchen erzeugt. Diese Mischung wird mit tintenspezifischen Parametern an den Druckkopf weitergeleitet. Dabei werden zu kleine oder zu große Tintentröpfchen aussortiert, da sie das Druckergebnis negativ beeinflussen können.
Im eigentlichen Druckkopf wird der Tintenstrahl geformt und mit einem Gasstrom aus Stickstoff ummantelt. Diese Technologie ermöglicht es, den Tintenstrahl sehr präzise zu fokussieren, um Strukturbreiten im Bereich von 10 µm bis über 1 mm zu erreichen. Dabei werden mit variablen Abständen zu der Substratoberfläche zwischen 1 bis 10 mm gleichmäßige Druckergebnisse erzielt. Bewegen sich die Topografie oder die Strukturhöhen in diesem Rahmen, ist es nicht nötig, den Druckkopf oder das Werkstück in der z-Achse zu bewegen.
Für den Druck stehen verschiedene Tinten zur Verfügung:
- Metall-Nanopartikeltinten,
- Metall-Flockentinten mit Flockengröße von maximal 1 mm,
- Nichtmetallische Leittinten,
- Widerstandstinten,
- Dielektrische Tinten und
- Piezotinten.
Die Tinten bestehen in der Regel aus einer Mischung des zu druckenden Materials, Polymer-Bindern und zwei Lösungsmitteln, mit jeweils einem hohen und einem niedrigen Dampfdruck. Metall-Nanopartikel haben zusätzlich eine funktionale Beschichtung. Sie gewährleistet, dass die Partikel in Dispersion gehalten werden und es zu keiner Sedimentation oder Entmischung kommt.
Kontakt zum Unternehmen:
Cicor Management AG
Gebenloostr. 15
CH-9552 Bronschhofen
www.cicor.com

Hier finden Sie mehr über:





{kind=link}