
Beim Herstellen dreidimensionaler Präzisions-Kunststoffbauteile für Spritzen, Pipetten, Implantate und andere Einweg-Produkte bietet der Laserabtrag eine Möglichkeit, direkt aus dem CAD-System – ohne den Umweg über Senkerodierelektroden – Spritzguss-Werkzeugeinsätze mit hoher Qualität zu erzeugen.
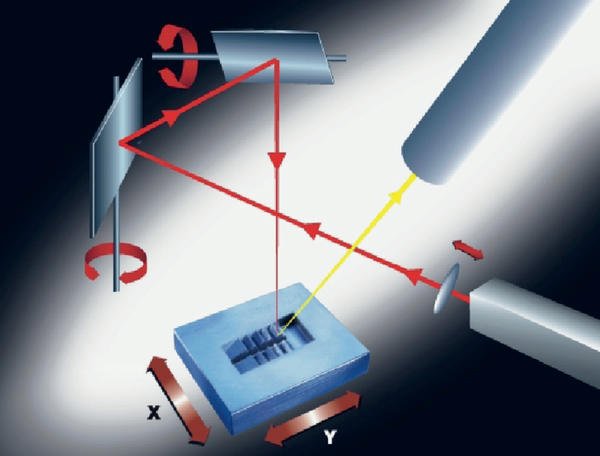
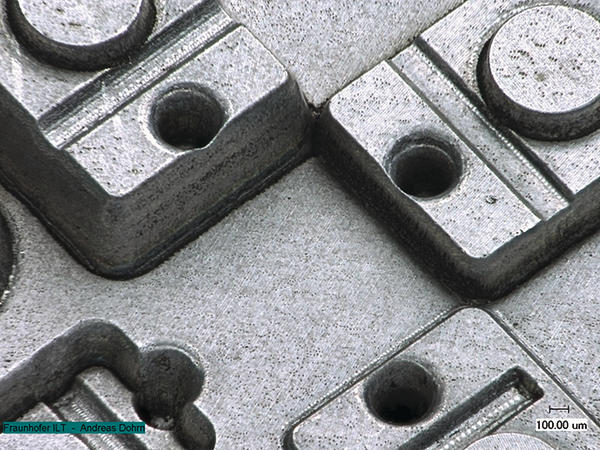
Beim Laserabtrag wird mittels eines hochenergetischen Laserpulses ähnlich zum Erodieren ein Mikrovolumen des zu bearbeitenden Werkzeugwerkstoffs verdampft. Je nach eingesetzter Verfahrenstechnik beträgt die Abtragstiefe zwischen 100 nm und einigen Mikrometern bei einem Abtragsdurchmesser von typischerweise 10 µm. Durch zeilen- und flächenweises Abscannen sowie mit einer Anpassung von Bearbeitungsabfolge und Laserpulsenergie können mit Kurzpuls-Festkörperlasern bei Pulsdauern von 10 ps bis 100 ns Bauteile mit Formgenauigkeiten im Bereich weniger Mikrometer mit Oberflächenqualitäten < 500 nm erzeugt werden. So lassen sich mit der Laserstrukturierung innerhalb von Tagesfrist Werkzeugeinsätze erstellen, wofür in der Erodiertechnik in der Regel mehrere Wochen benötigt werden.
Der Sprung in die Qualitätsklasse der Erodiertechnik mit einer weitgehenden Unabhängigkeit vom bearbeiteten Werkstoff ist jetzt mit dem Einsatz von Ultrakurzpulslasern möglich, da geometriebeeinflussende Schmelzablagerungen, wie sie beim Einsatz von Nanosekundenlasern entstehen, weitgehend entfallen. Auch wenn heute der Laserabtrag mit Nanosekundenlasern bereits für viele Einsatzfälle sehr gute und qualitativ ausreichende Ergebnisse liefert, eröffnet der Einsatz von Kurzpulslasern ein noch größeres Einsatzfeld. Bedingt durch die kurzen Pulsdauern sinkt die Wärmeeindringtiefe um den Faktor 100 und damit die Aufschmelztiefe um mindestens eine Größenordnung. Da gleichzeitig die Intensität trotz niedrigerer Pulsenergie um den Faktor 1000 höher ist, wird der Prozess überwiegend durch Verdampfungsvorgänge dominiert.
Die Folge ist, dass die erzielbaren Geometrien und Oberflächenqualitäten mit denen der Erodiertechnik vergleichbar werden – mit dem Zeit- und Kostenvorteil der Elektrodeneinsparung. Bedingt durch den hohen Verdampfungsanteil im Verhältnis zum Schmelzabtrag sinkt zwar im Vergleich zum Nanosekundenpulsen die Effizienz des Verfahrens. Diese Reduktion wird allerdings durch aktuelle Entwicklungen zu Hochrate-Kurzpulslasern mit Repetitionsraten von einigen 10 MHz bei Pulsenergien bis 10 µJ kompensiert beziehungsweise die integrale Effizienz sogar gesteigert.
Mit neuen Laserstrahlquellen mit Pikosekunden-Pulsdauer entsteht eine Maschinentechnik, die für die Herstellung von Spritzgusswerkzeugen einen Meilenstein darstellt und die sowohl den Geometriebereich der herstellbaren Bauteile nach unten hin erweitert und als auch die Reaktionszeiten für neue Werkzeuge verkürzt. Neben den Vorteilen der direkten digitalen Produktion von Präzisions-Formeinsätzen durch Laserstrahlabtrag sind Laserverfahren besonders dafür geeignet, Werkstoffeigenschaften gezielt zu verändern. Neben den direkten Veränderungen der Werkstoffeigenschaften durch Lasererwärmen und Umschmelzen, wie es bei metallischen Bauteilen heute bereits serienreif ist, ist eine Verbesserung der Bauteilfunktionalität durch eine definierte Oberflächenstruktur möglich. Dies gilt vor allem für Kunststoffbauteile, bei denen die Einstellung einer gewünschten Funktionalität nicht nur durch eine direkte Bearbeitung der Oberfläche erfolgen kann, sondern vor allem auch durch die Replikationstechniken Spritzguss und Heißprägen, bei denen eine funktionsbestimmende Struktur schon im Werkzeug vorgegeben ist.
Auch zur Erzeugung dieser Strukturen kommen die Vorzüge der Ultrakurzpulsbearbeitung mit geringer Schmelzfilmdicke und
minimaler Werkstoffbeeinflussung zum Tragen. Mit einer gezielten Strukturierung von Oberflächen im Mikrometerbereich lassen sich dabei Eigenschaften wie Strömungswiderstand, Haftung, Verschleiß sowie Design und Optik so einstellen, dass auf aufwendige Nachbearbeitungsprozesse, wie Beschichtungen und Plasmaprozesse, verzichtet werden kann.
Für das Erzeugen hydrophober Oberflächen im Sinne eines künstlichen Lotus-Effektes sind gemäß dem natürlichen Vorbild Strukturen im Bereich 5 bis 10 µm mit einer überlagerten Nanostruktur von wenigen 100 nm notwendig. Mit Ultrakurzpuls-Laserabtragsverfahren und einer entsprechenden Hochgeschwindigkeits-Scantechnik können diese Strukturen mit einer Pyramidengeometrie und nanoskaligen Wellenstrukturen erzeugt werden. Als Ergebnis dieser Werkzeugstrukturierung resultiert auf dem Kunststoffbauteil eine ultrahydrophobe Oberflächencharakteristik, die ohne nachfolgende Prozessschritte erzeugt wird. Auf diese Weise können zum Beispiel die Funktionseigenschaften von Dosierhilfen, Pipetten und medizinischen Produkten deutlich verbessert werden, da Anhaftungen vermieden, Reinigungsvorgänge vereinfacht und Dosierfehler vermieden werden. Bei noch kleineren Strukturen im Bereich 200 nm bis 300 nm, die sich ebenfalls über Laserverfahren auf der Werkzeugoberfläche erzeugen lassen, sind über den nachfolgenden Kunststoff-Spritzgießprozess auch optische Funktionen möglich, wie Lichtleitstrukturen, optische Gitter und sicherheitstechnische Markierungen. Durch den Einsatz hochrepetierender Kurzpuls-Strahlquellen kann für die Herstellung funktionaler Kunststoffoberflächen eine Technologie bereit gestellt werden, mit der auch große Flächen in überschaubaren Zeiten strukturiert werden können.
Dr. Arnold Gillner Fraunhofer ILT, Aachen
Ihr Stichwort
• Laserabtrag
• Mikro- und Nanostrukturen
• Präzisions-Kunststoffbauteile • Oberflächenqualitäten • Bessere Funktionseigenschaften
Unsere Whitepaper-Empfehlung

Teilen:





{kind=link}