
Kürzere Zykluszeiten, weniger Verzug und ein homogeneres Gefüge der Bauteile – so profitieren Spritzgießer von oberflächennah temperierten Werkzeugen. Moderne Fertigungsverfahren bieten im Werkzeugbau erstaunliche Möglichkeiten.
„Lasergenerieren bietet beinahe unbegrenzte Möglichkeiten: Damit lassen sich Temperierkanäle fast beliebig an die Kontur einer Kavität anpassen“, sagt Ralph Mayer, Verkaufsleiter der LBC Engineering in Pliezhausen. Dieser Geschäftsbereich der Renishaw GmbH hat im Lauf der vergangenen Jahre viel Erfahrung mit dieser Technik im Werkzeugbau gesammelt. Im Vergleich zu Werkzeugen, deren Kühlkanäle konventionell mittels Tieflochbohren hergestellt werden, könne, so Mayer, die Zykluszeit um bis zu 60 % schrumpfen – abhängig von der Komplexität der Form. „Noch wichtiger als der Produktivitätsgewinn ist heute jedoch die erheblich bessere Bauteilqualität, die sich im Spritzguss erzielen lässt“, fährt Mayer fort. „In 99 Prozent unserer Anwendungen steht die Teilequalität im Vordergrund.“ Die Zykluszeit sei bei Werkzeugen für die Massenproduktion das bestimmende Kriterium.
Beim Lasergenerieren wird ein metallischer Pulverwerkstoff schichtweise aufgeschmolzen. Jede Schicht ist zwischen 40 und 80 µm dick. Am Ende des Prozesses entstehen Bauteile mit fast 100%iger Gefügedichte. LBC verarbeitet pro Jahr rund 2 t des metallischen Pulvers 1.2709. Zu 95 % entstehen daraus Werkzeugeinsätze mit konturnaher Temperierung.
Diese bieten Vorteile: Wird das Werkzeug nicht nur gekühlt, sondern variotherm temperiert, verbessert das – neben der Zykluszeit – vor allem die Homogenität des Kunststoffgefüges und damit die Qualität der Spritzgussteile. Davon profitieren in der Medizintechnik zum Beispiel Hersteller von kleinen Teilen wie Kanülen. Daher wird die Technik in diesem Umfeld auch schon häufig genutzt. „Aber das Potenzial ist noch lange nicht erschöpft“, sagt Mayer.
Beim variothermen Temperieren wird ein warmes Medium durch die Form geleitet. Das hebt die Wandtemperatur auf ein Niveau oberhalb der Glasübergangstemperatur des Kunststoffs. So lässt sich vermeiden, dass die Schmelze in der Nähe der Formwand vorzeitig erstarrt und ein inhomogenes Gefüge entsteht. Zudem hat die Schmelze dadurch Zeit, auch Mikrostrukturen sauber zu füllen. Nach dem Einspritzen kühlt kaltes Wasser das Werkzeug rasch auf die Entformungstemperatur ab.
Um solche Werkzeuge zu fertigen, setzen die Schwaben je zwei EOS-Anlagen der Typen M270 und M280 ein. „Gemeinsam mit EOS haben wir spezielle Belichtungsstrategien entwickelt, mit denen wir schnell zu hochwertigen Bauteilen kommen“, sagt Mayer. Er betont, das Lasergenerieren stehe nicht im Wettbewerb zum klassischen Formenbau, es biete vielmehr große Gestaltungsfreiheiten, wo konventionelle Verfahren an Grenzen stoßen.
Auch wird nicht das komplette Werkzeug generativ hergestellt, sondern eben nur das fürs Temperierkonzept nötige Minimum: der Einsatz. Bezüglich der realisierbaren Größe kann man laut Mayer eine aufgeschmolzene Masse von maximal 10 kg als Richtwert annehmen, bis zu der der Einsatz des Lasergenerierens sinnvoll ist.
Der größte Teil des Werkzeugs wird nach wie vor konventionell herstellt. Allerdings müssen die Werkstoffkombinationen zusammenpassen. Andernfalls besteht die Gefahr, dass sich eine Wärmebehandlung auf einen Teilbereich des Werkzeugs negativ auswirkt.
Beim Durchmesser der Temperierkanäle bewegen sich die Fachleute von LBC Engineering im Bereich bis zu 1,5 mm. Im Extremfall liegen diese nur 0,5 mm unter der fertig bearbeiteten Oberfläche. Damit sich darin keine Ablagerungen bilden oder Restfeuchte zu Korrosion führt, muss der Anwender beim Arbeiten mit einem solchen Werkzeug einige Regeln zur Reinigung und zum verwendeten Kühlwasser beachten. „Daher planen wir solch enge Durchmesser nur in enger Abstimmung mit dem Kunden und wenn die nötige Kühlleistung anders nicht zu erreichen ist“, schränkt Ralph Mayer ein. Als Alternative zu extrem kleinen und nah an der Oberfläche liegenden Kanälen bietet der Hersteller in kritischen Bereichen auch ovale Querschnitte an. Damit lässt sich bei gleicher Querschnittsfläche der Platz besser nutzen.
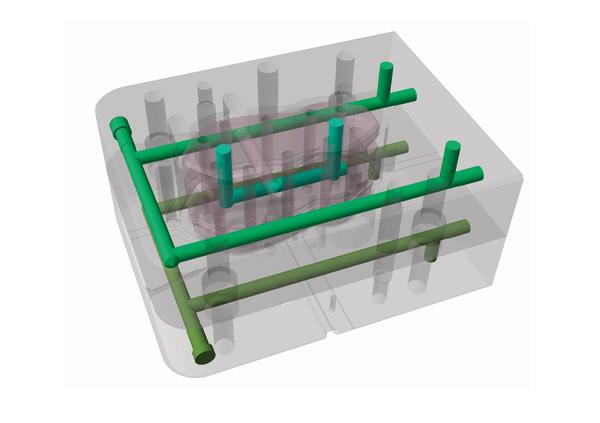
Dass das prozesssicher funktioniert, zeigt das Beispiel eines Werkzeugeinsatzes, der seit 24 Monaten Teile produziert und die Kühlzeit halbiert hat. Über zwei Zu- und Abflüsse wird das Wasser in neun Kanäle verteilt, deren elliptische Querschnitte 1,3 mm x 1,8 mm messen. Insgesamt ist das Kanalsystem dabei 12,5 m lang.
Die Auslegung der Kanalsysteme erfordert einige Erfahrung. Die Strömungsverhältnisse sind nicht leicht zu beherrschen. Totstellen, an denen sich das Medium staut und zum Stillstand kommt, gilt es zu vermeiden. Die Konzeption solcher Temperiersysteme ist meist aufwendiger als bei gebohrten Kanälen. Allerdings arbeiten die komplexen Kanalsysteme in der Regel viel effizienter als herkömmliche und wären konventionell meist nicht herzustellen. Mayer ergänzt: „Ohne Temperierung des Werkzeugs muss ein Spritzgießer während des Anlaufzyklus bei kritischen Teilen mit hohen Ausschussraten leben. Temperierte Werkzeuge liefern sofort Gutteile. Bei teuren Werkstoffen und High-End-Teilen spart das bares Geld.“
Haider Willrett haider.willrett@konradin.de
Über LBC
LBC Engineering ist ein noch junges Geschäftsfeld unter dem Dach der Pliezhausener Renishaw GmbH: Entstanden ist es im Mai 2013, als das weltweit operierende Unternehmen den Geschäftsbetrieb und die Mitarbeiter der LBC Laser Bearbeitungs Center GmbH in Kornwestheim übernahm. Der Pionier auf dem Gebiet der generativen Fertigung von Werkzeugen und Formen hatte sich vor allem auf Lösungen mit konturnaher Kühlung spezialisiert. Da individuelle Konstruktion und Simulation wichtige Faktoren für den wirtschaftlichen Erfolg im Spritzguss sind, gehören beide zum Portfolio von LBC Engineering. Durch den Zusammenschluss soll die neue Technologie weiter vorangetrieben werden. Renishaw hatte bisher bereits Laserschmelzanlagen angeboten und erweitert mit dem neuen Geschäftsfeld sein Portfolio um Konstruktions- und Simulationsdienstleistungen sowie die Lohnfertigung lasergenerierter Prototypen und Serienteile aus metallischen Pulverwerkstoffen.
Ihr Stichwort
- Highend-Spritzguss
- Temperierte Werkzeuge
- Generative Fertigung
- Sofortige Gutteilproduktion
- Reduzierte Zykluszeit
Unsere Whitepaper-Empfehlung

Lesen Sie, warum Medizintechnikunternehmen ihre Testprozesse für die Validierung von Software optimieren müssen und wie sie dabei die Erfahrung der Automobilbranche für sich nutzen können.
Teilen:





{kind=link}