



Mit dem Trend zur Miniaturisierung steigt der Bedarf an Bauteilen, die die Fertigungstechnik an ihre Grenzen bringen. Im Mikrospritzguss werden bereits für viele Branchen Teile gefertigt. Der Einsatz von Silikon ermöglicht ihnen mehr Funktionalität.
Mit bloßem Auge ist es kaum zu erkennen. Doch der Blick durch das Mikroskop zeigt: Selbst ein Kunststoff-Bauteil, das nur wenige Millimeter groß ist, kann komplex strukturiert sein, präzise Vertiefungen oder Hinterschnitte aufweisen. Und während das bei großen Bauteilen längst alltäglich ist, scheint es kaum vorstellbar, dass auch solche winzigen Teile in einer Spritzgießmaschine hergestellt werden oder gar aus Silikon bestehen können.
Aber mit dem Trend zur Miniaturisierung steigt der Bedarf an Bauteilen, die die Fertigungstechnik an ihre Grenzen bringen. Miniaturisierung bezieht sich dabei nicht nur auf die Gesamtgröße des Bauteils, sondern eben auch auf die winzigen Strukturen darin. Für die Hersteller bedeutet das, dass sie kleinste Strukturen an Formkernen oder Werkzeugeinsätzen umsetzen müssen, Schussvolumina von weniger als einem Granulatkorn verarbeiten – und Geometrien von wenigen hundertstel Millimeter sind auch schon keine Seltenheit mehr.
Eine Basis für das Mikrospritzgießen gibt es natürlich. Bauteile mit mikrostrukturierten Oberflächen, Präzisionsformteile mit Toleranzen im Mikrometer-Bereich sowie Teile mit einem Gewicht von wenigen Milligramm werden heute schon in Großserie spritzgegossen. Allerdings bestehen sie in der Regel aus Thermoplasten. Sobald Silikon ins Spiel kommt, gelten eigene Gesetzmäßigkeiten, denn der Werkstoff reagiert im Mikrospritzguss anders. Doch für Dominik Kreuzmayr, der beim österreichischen Unternehmen Starlim Sterner im Bereich Business Development für den Mikrospritzguss zuständig ist, ist der Silikon-Spritzguss eine „Nische in der Nische“ und ein Markt mit Zukunft.
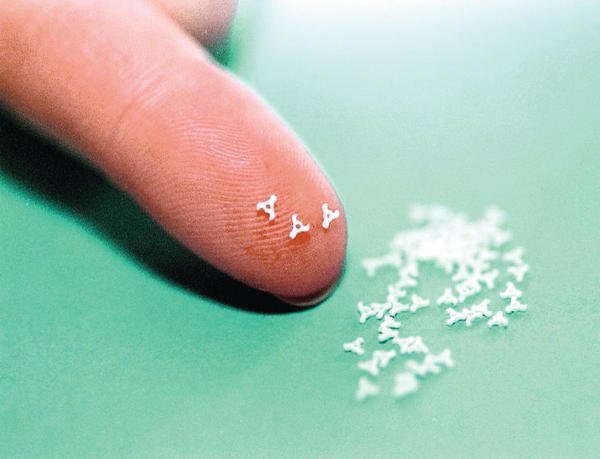
Das Unternehmen aus Marchtrenk hat sich auf Mikrospritzguss im Silikon-Bereich spezialisiert. Die Produkte kommen heute hauptsächlich in der Medizintechnik, beispielsweise in Insulinpumpen und Hörgeräten zur Anwendung, aber auch in der Mikromechanik, der Automobilindustrie, der Telekommunikation und der Analysetechnik sind die miniaturisierten Teile gefragt. Das kleinste Bauteil, das bislang im Haus für den Medizinbereich hergestellt wurde, hat ein Gewicht von gerade einmal 0,0026 g und ist damit rund achtmal leichter als ein Reiskorn. „Und ich denke, das würde auch noch kleiner gehen“, meint Kreuzmayr.
Die große Herausforderung für Mikroteile sieht der Experte im Werkzeugbau. Denn für die winzigen Teile braucht es spezielle Werkzeuge, die die engen Toleranzen der Kundenspezifikationen erfüllen. „Das Werkzeug muss absolut präzise und stabil sein. Vor allem beim Verarbeiten von Silikon, denn das ist besonders gratanfällig und überspritzt schneller als Thermoplaste.“ Zudem müssten die Werkzeuge sehr vorsichtig behandelt werden. Denn es könne schnell passieren, dass das Werkzeug zerstört wird, weil beispielsweise durch einen falschen Griff ein Steg abbricht oder verbogen wird.
Seine hochpräzisen Werkzeuge für den Mikrospritzguss stellt das Unternehmen im eigenen Haus her. Damit ist es aber noch nicht getan. Beim Mikrospritzguss müssen alle Prozesse viel präziser aufeinander abgestimmt sein als im normalen Spritzguss: „Nicht nur das Werkzeug ist entscheidend, auch die Spritzgussmaschine muss stabil laufen und das Material reproduzierbar präzise mischen und einspritzen“, so Kreuzmayr. Das gilt sowohl für den Silikonspritzguss und den 2-Komponenten-Spritzguss als auch für die Beimischung von Additiven, beispielsweise, um ein medizinisches Bau-teil mit antiseptischen Eigenschaften auszustatten. Einen Trend sieht der Entwicklungsexperte für die Zukunft auch in 2K-Anwendungen aus Silikon und Thermoplasten, die mehrere Funktionen vereinen – und damit dem Miniaturisierungsgedanken ganz besonders entsprechen. Die Materialauswahl ist dabei kaum eingeschränkt. „Grundsätzlich können wir jedes Flüssigsilikon verarbeiten von 20 bis 80 Shore-A, also von ganz weich bis hart“, so Kreuzmayr. Bei den Thermoplasten sei es ähnlich, allerdings müsse man darauf achten, temperaturstabile Thermoplaste zu verwenden. Denn das Silikonwerkzeug erreicht in der Anwendung zwischen 160 und 200 °C und würde damit ein nicht temperaturbeständiges Thermoplastteil zum Schmelzen bringen.
Zum Fertigen seiner Mikrospritzgussteile setzt Starlim Sterner spezielle Spritzgussmaschinen ein. Diese Maschinen sind nicht nur vom Volumen her kleiner, sondern besitzen auch kleinere Kolben, kürzere Wege, eine kleinere Dosiereinrichtung und einen präziseren elektrischen Antrieb. „Das Besondere am Mikrospritzguss ist, dass man nicht den normalen Spritzgussprozess kleinskalieren kann“, kommentiert Kreuzmayr die Vorstellung, die viele Kunden haben. „Alles beginnt von vorn, alle Prozesse müssen noch genauer aufeinander abgestimmt sein.“ Und auch die nachfolgenden Schritte wie Entformen, Prüfen und Verpacken benötigen ein spezielles Handling. Meist sind die Maschinen mit einem Roboter ausgestattet, weshalb die Mikroteile häufig auch teurer als Standardserienteile sind.
Dennoch stehen die Hersteller von Mikrospritzgussteilen unter Kostendruck. Zwar lassen sich Material und Energie einsparen, aber gerade wegen der teilweise besonderen Komponenten und der hochpräzisen Werkzeuge sind die Mikrospritzgussmaschinen oft teurer als normale 90-t-Maschinen. Eine Alternative sind Maschinen im Tisch-format. Die Babyplast-Baureihe der Christmann Kunststofftechnik GmbH verwendet beispielsweise wesentlich kleinere und damit auch günstigere Werkzeuge. Dadurch sind die Investitionskosten für die Maschine deutlich geringer, erklärt Geschäftsführer Marc Tesche. Der Anwender könne so problemlos mehrere Maschinen parallel betreiben, wenn höhere Stückzahlen zu fertigen sind. Die Maschinen des Herstellers aus Kierspe sind auf kleine Schussgewichte zugeschnitten und verbrauchen deutlich weniger Energie (siehe Interview 48).
Das Thema Energieeffizienz hat sich auch der Spritzgießmaschinenhersteller Engel Austria GmbH auf die Fahnen geschrieben. Für die Fertigung von präzisen Mikro- und Dünnwandteilen bietet das Unternehmen aus Schwertberg das X-Melt-Verfahren an. Dabei entspannt sich die Schmelze im Heißkanalsystem nach dem Öffnen der Nadelverschlüsse explosionsartig in die Kavitäten. Das Ergebnis sind präzise geformte kleine oder extrem dünnwandige Teile mit einem Gewicht zwischen 0,1 und 20 g. Da die Kunststoffschmelze als Energiespeicher fungiert, hat diese Form des Hochgeschwindigkeits-Spritzgießens nur einen geringen Energiebedarf.
Mit der Herstellung besonders filigraner medizintechnischer Kleinteile beschäftigt sich auch der fränkische Kunststoffverarbeiter Scholz-HTIK GmbH & Co. KG aus Kronau. Das Unternehmen hat sich auf Präzisions- und Mikrospritzguss spezialisiert und investiert seit Jahren verstärkt in die Entwicklung und Produktion von Mikro-implantaten. Der Mikrospritzguss stellt hier ein viel versprechendes Fertigungsverfahren dar. So konnte beispielsweise ein Mittelohrimplantat entwickelt werden, das bei nur 20 mg Bauteilgewicht über acht Gelenke verfügt und so die Biomechanik des gesunden Ohres nachbilden kann.
Ein Vorteil des Spritzgießens von Implantaten liegt nach Angaben von Dr. Marc Hofstetter, Manager Medizinprodukte bei Scholz-HTIK, in der Möglichkeit, schon bei der Urformung eine Oberflächenstrukturierung zu implementieren. Strukturen bis in den Bereich weniger Mikrometer können mit hoher Reproduzierbarkeit abgeformt werden. Auf das Zielgewebe abgestimmt werden die Implantate vom Körper besser aufgenommen, Funktionalität und Beständigkeit erhöhen sich signifikant. Die Herstellung und Verpackung in Reinräumen schützt die Produkte nicht nur vor biologischen Verunreinigungen, eine reine Umgebung sorgt auch für einen störungsfreien Produktionsprozess, da im Mikrobereich schon kleinste Partikel zu Ausfällen führen können.
Dr. Hoffstetter ist als Manager Medizinprodukte auch für den Produktionsablauf verantwortlich und hat sich für das GMP-konforme Reinraumsystem Clean-Stericell der Schilling Engineering GmbH aus Wutöschingen entschieden: „Der gesamte Prozessablauf der Mikrotechnik muss perfekt aufeinander abgestimmt sein. Bei der Produktion von medizintechnischen Implantaten sind eine Null-Fehler-Toleranz und höchste Hygiene unabdingbar.“ Das Reinraumsystem liefere eine konstant reine Produktionsumgebung und läufe völlig störungsfrei, so dass sich das Unternehmen auf seine Kernkompetenz des Mikrospritzgießens konzentrieren kann.
Am Institut für Mikrosystemtechnik Imtek an der Albert-Ludwig-Universität Freiburg hat sich der Mikrospritzguss auch als eine der Kernkompetenzen etabliert. Die Wissenschaftler schätzen neben kleinsten Teilegewichten, Zykluszeiten und der großen Genauigkeit auch den hohen Automatisierungsgrad des Fertigungverfahrens. Für die Anwendungen vor Ort steht eine Microsystem-50-Maschine der Wittmann Battenfeld GmbH aus Kottingbrunn zur Verfügung. Die vollelektrische Anlage realisiert alle relevanten Prozessschritte zur Herstellung komplexer Mikrobauteile. Dadurch können sogar Teilegewichte bis unter 0,001 g in Serienfertigung realisiert werden. Durch den modularen Aufbau der Spritzgießmaschine lässt sich eine breite Palette an Materialien verarbeiten. Verfahrensvarianten, wie zum Beispiel dynamische Temperierung der Kavität, Evakuierung der Kavität, Montagespritzgießen, Overmolding und Mehrkomponentenspritzguss sind möglich. Die Kavitäten und Formnester werden am Lehrstuhl selbst konstruiert und hergestellt, die kompletten Werkzeuge in Zusammenarbeit mit regionalen Firmen entwickelt und gefertigt.
Und natürlich ist man bei Wittmann Battenfeld auch auf den Trend hin zur Verarbeitung von Flüssigsilikon im Mikrobereich eingestellt: Die Micropower-Serie lässt sich durch raschen Wechsel vom Thermoplast- auf das LSR Spritzaggregat umrüsten.
Susanne Schwab susanne.schwab@konradin.de
Weitere Informationen Zu Starlim Sterner: www.starlim-sterner.com Auf der Messe Fakuma: Halle A4, Stand 4312 Zu Scholz-HTIK: www.scholz-htik.de Zum Institut Imtek: www.imtek.de Zu Wittmann Battenfeld: www.wittmann-group.com Auf der Messe Fakuma: Halle B1, Stand 1204
Gefertigt werden winzige Bauteile, die achmal leichter als ein Reiskorn sind
Online weiterlesen
Warum sich der Mikrospritzguss mit Silikon als Trend etabliert und wie das Mikrospritzprägen die Abformung von mikofluidisch strukturierten Formteilen verbessert, lesen Sie in unserem Online-Magazin unter www.medizin-und-technik.de/onlineweiterlesen Verfügbar bis 3. November 2014 – also bis die nächste Ausgabe mit einem neuen Titelthema erscheint.
Ihr Stichwort
- Miniaturisierung durch Mobilität
- Besondere Anforderungen an den Werkzeugbau
- Geringerer Materialverbrauch
- Vorteil Energieeffizienz
- Trend zum Silikonspritzguss
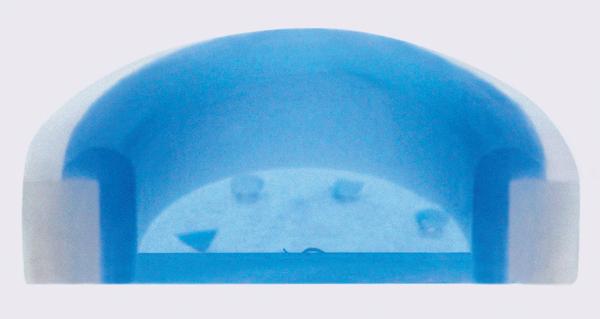
Klein, kleiner, am kleinsten
Drei Puzzlestücke von je knapp 1 mm Größe fügen sich zum wahrscheinlich kleinsten Puzzle der Welt zusammen. Hergestellt haben es Forscher mit dem Verfahren Liga2.X, das mikrostrukturierte Guss-Formen mit der Synchrotronstrahlenquelle Anka am Karlsruher Institut für Technologie (KIT) herstellt. Ihren Angaben zufolge lassen sich mit dem Liga-Verfahren Mikrostrukturen aus verschiedenen Metallen, Keramiken oder Kunststoffen herstellen. Die Abkürzung steht für Lithografie, Galvanik und Abformung.
Ziel ist die kostengünstige Massenproduktion von Kunststoff-Mikrobauteilen mit einem Volumen von unter 0,5 mm³. Beim Mikrospritzgießen von Teilen dieser Größe bedurfte es bisher einer Substratplatte, welche die Bauteile miteinander verbindet, damit sich diese aus der Form lösen lassen. Liga2.X soll diese Schicht überflüssig machen und zudem erlauben, die Bauteile direkt und einzeln über das Mikrospritzgießen zu fertigen. Die eingesetzten Werkzeuge bestehen aus drei Platten, um die einzelnen Formteile aus der Form zu lösen, und vier Liga-Formen, welche sich wechselbar in eine Werkzeugplatte einbauen lassen.
Unsere Whitepaper-Empfehlung

Lesen Sie, warum Medizintechnikunternehmen ihre Testprozesse für die Validierung von Software optimieren müssen und wie sie dabei die Erfahrung der Automobilbranche für sich nutzen können.
Teilen:





{kind=link}