Funkenerosive Werkzeugmaschinen für die medizintechnische Fertigung ähneln sich technisch in vielerlei Hinsicht. Die Hersteller versuchen aber, sich durch Automation, Mikrobearbeitung und Service abzuheben.
Die derben Regeln der Marktwirtschaft gelten auch für die Medizin. So reicht es nicht aus, den Nutzen neu entwickelter Technik
zu demonstrieren. Die Produkte müssen zeitnah nicht nur als Unikat, sondern auch in nennenswerter Auflage verfügbar sein.
Die Funkenerosion wird diesen Anforderungen in mehrfacher Hinsicht gerecht. Je nach Einsatzfall steht das EDM – electrical discharge machining – genannte Fertigungsverfahren ganz am Anfang der Wertschöpfungskette, an ihrem Ende oder mittendrin.
Auf Werkzeugmaschinen zur Senk- und Drahterosion lassen sich Einzelstücke herstellen, die beinahe beliebig komplex sein dürfen und fast alle humanmedizinisch relevanten Größen abdecken. Ein Beispiel dafür sind individuell für einen Patienten angefertigte Knie- oder Hüftknochenimplantate und Prothetikkomponenten, aber auch chirurgische Sonderinstrumente. Der Werkstoff selbst darf beim Erodieren unbeschränkt hart sein. Austenitisch-ferritischer Stahl und auch Titan sind kein Problem. Die einzige Einschränkung ist, dass das Material elektrisch leitfähig sein muss. Die Präzision der bearbeiteten Teile liegt bei Bedarf im Bereich von Tausendstel Millimetern. Die Oberflächen haben geringe Rautiefen und sind spiegelblank.
Als Fertigungsverfahren rechnet sich die Funkenerosion auch für das Original in Kleinserie. Die Hersteller von EDM-Maschinen haben die Vorschub- und Schnittdaten, die Kühltechnik und Elektroden sowie Betriebsstoffe und Automation so weit vorangetrieben, dass sich das Herstellen kleiner Auflagen wirtschaftlich lohnt. Was für die Rennwagen der Formel 1 seit Jahren Praxis ist, etabliert sich zunehmend für die Medizin: Sonderwerkstücke wie die Lamellen oder Rotoren und Gehäuse kleiner Pumpen werden auf Basis der digitalisierten Konstruktionsvorlage produziert. Die Qualität dieser ohne jeden Umweg zwischen Computer und Werkzeugmaschine hergestellten Teile ist hoch, die Funktionssicherheit in der Regel auf hohem Niveau.
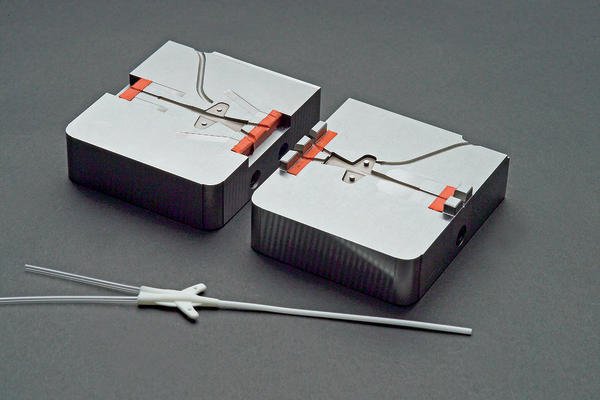
Last not least werden per EDM auch solche Formen gefertigt, mit denen die Medizintechnik Massen an Werkzeugen, Hilfs- und Betriebsmitteln produziert. Neben Fertigungsverfahren wie dem Fräsen ist EDM hier der Schlüssel zur Vervielfältigung. Beispiele sind senk- und drahterodierte Blasformen für Infusionsflaschen, Spritzgießwerkzeuge für Kanülen, Schläuche, Katheter und Ventile für Urologie und Kardiologie, für die Chirurgie sowie für Dialysesysteme oder auch Gesenke, in denen Skalpelle und Scheren geschmiedet werden.
Trotz wachsender Wertschätzung ist der Markt für EDM-Anlagen nicht anbieterbestimmt: Lieferengpässe bei Standards sind selten, der Kunde macht in der Regel deutlich, wie viel Funkenerosion er braucht, und die Hersteller müssen mehrfach vermitteln, wieso gerade sie der Partner der Wahl sind. Weltweit operierende Anbieter wie Agie und Charmilles – beide Schweiz – sowie Makino, Mitsubishi und Sodick in Japan verlegen ihr Vertriebsengagement daher mehr und mehr in Richtung Automation, Mikrobearbeitung sowie Dienstleistung rund ums System.
So senkerodieren Anlagen wie die EDNC 43T von Makino Mehrkomponentenwerkzeuge für den Spritzguss sowie Multikavitäten-Tools bis zu 80 kg Gewicht automatisch und ohne jede Überwachung. Die Verfahrwege der roboterisierten Zelle betragen 450, 350 und 400 mm in X-, Y und Z-Achse. Mit 5 μm Wiederholgenauigkeit und maximal 3 μm Oberflächenrauheit wird jedes Teil so exakt bearbeitet wie das folgende. Die numerische Steuerung der Anlage – das NC-Programm – wird unmittelbar aus den digitalisierten Konstruktionsdaten der Teile vorgegeben. Werkstücke und Paletten mit Halbzeugen identifiziert ein Leser beim Bestücken – und dies bei Bedarf über 7500 Betriebsstunden im Jahr hinweg. Damit empfiehlt sich die automatisierte Anlage technisch wie wirtschaftlich als Investgut für die Einzelfertigung wie auch für ganze Serien.
Das Senkerodiersystem Roboform 350 Microtec von Charmilles bearbeitet Spritzguss- und Umformwerkzeuge mit äußerst kleinen und präzisen Einsenkungen. Die Genauigkeit liegt im Bereich weniger Tausendstel Millimeter. Die Verfahrwege betragen 350 mm x 250 mm x 300 mm in X-, Y- und Z-Achse. Bei einem maximalen Umkehrfehler von 0,002 ° sowie 0,0001 ° Messauflösung sind alle Bewegungen hochgenau. Hinzu kommt, dass die Wärme der Anlage über einen doppelten Regelkreis stabilisiert wird: Dielektrikum-, Maschinentisch- und Umgebungstemperatur sind stets identisch und Temperaturschocks unmöglich. Die Positioniergenauigkeit der Einsenkungen liegt dadurch unter 5 µm. Ein Taster von Renishaw, der auf unter 1 µm genau arbeitet, kann diese Toleranzen absichern und gibt die Messergebnisse drahtlos an die Steuerung der Roboform. Die Software des Systems bietet von Haus aus unterschiedliche, auf Mikrobearbeitung zugeschnittene Bearbeitungsstrategien, deren Folge der Anwender frei wählen kann.
Der japanische Anbieter Mitsubishi, nach eigenem Statement Weltmarktführer in Sachen EDM, betont die Verlässlichkeit seiner Anlagen. So sei das neue Drahterodiersystem PA20 überaus robust und überzeuge zudem durch Oberflächengüten von Ra=0,1 und Konturgenauigkeiten besser als 2 µm. Ein digitaler Feinschlichtgenerator habe die Homogenität der Werkstückoberflächen verbessert. Außerdem reduziere die neue Generatortechnik wegen verringerter Stromaufnahme die Betriebskosten.
Kleiner Funkenspalt für den Ultra-Mikrobereich
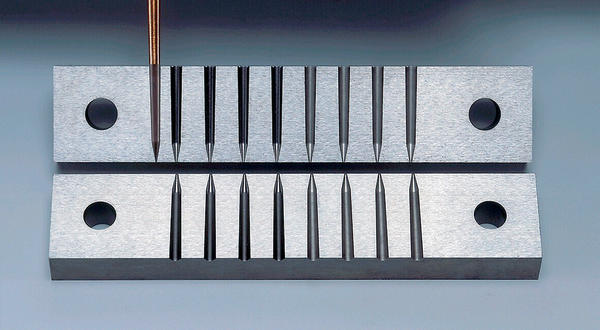
Hersteller Sodick wiederum nennt das Erodieren mit Feindraht bis 0,02 mm Durchmesser als Alleinstellungsmerkmal. Die neue EXC100L in symmetrischer Doppelständer-Bauweise aus Vollkeramik arbeitet nahezu vibrationsfrei und temperaturstabil. Einmalig ist laut Sodick ein im X-/Y-Bereich eingesetzter so genannter Konträrtisch. Er liegt mit druckluftgesteuerten Führungsschienen kontaktfrei auf, wirkt möglichen Schwerpunktwechseln in der Maschine und damit Ungenauigkeiten beim Schnitt entgegen. Auch die Kühlung des Dielektrikums sei auf dem jüngsten Stand und regle die Temperatur in einem Band von ±0,1 °C. Ein extrem enger Funkenspalt von 1,5 µm führe zu sehr guten Ergebnissen bei der Konturbearbeitung bis hinein in den Ultra-Mikrobereich sowie zu schmalen Schnitten bis 23 µm Breite.
Das Potenzial der Erodieranlagen für die Medizintechnik ist enorm. Gerade in den USA, die in Sachen Krankenversicherung völlig anders organisiert sind als Europa und daher mehr individuelle Lösungen ermöglichen, finden Weiterentwicklungen der EDM größte Beachtung. So zeigte Charmilles vergangenes Jahr auf der Chicagoer Werkzeugmaschinenmesse IMTS an einem eigens konstruierten Modellteil die Möglichkeiten der Drahterosion: Das Werkstück – als Halbzeug eine horizontal gespannte Walze – wurde mit Hilfe einer zusätzlichen, rotierenden B-Achse erodiert. Während des Schnitts um die eigene Achse gedreht, hatte das Teil am Ende der kurzen Bearbeitungszeit eine Geometrie, wie sie für Implantate bislang nur mit hohem Zeitaufwand herzustellen ist.
Die Technik allein freilich – so ausgefeilt sie sein mag – ist in den Eckdaten vergleichbar, und die speziellen Unterschiede zwischen den Maschinen der großen Anbieter sind nicht mehr als ein Vorsprung auf Zeit: Sie schaffen nur noch selten dauerhafte Alleinstellungsmerkmale. Und weil auch für die Erodiertechnik gilt, dass die erste Maschine jeweils der Vertrieb verkauft, die Maschinen zwei und drei aber der Kundendienst, feilen die Hersteller an ihrem Service und bieten Pakete aus technisch-kaufmännischer und praktischer Unterstützung als „Total Service“ an.
- Wolfgang Filì fachjournalist@fili.net
- Weitere Informationen www.agie.de www.charmilles.de www.makino.de www.mitsubishi-edm.de www.sodick.de
- einer Elektrode als Werkzeug,
- dem so genannten Dielektrikum (Wasser oder Mineralöl), das die Prozesshitze ausgleicht, abgetragenes Material abtransportiert und die Funkenbildung ermöglicht,
- einem Generator, der im regelmäßigen Intervall Funken erzeugt sowie
- dem Werkstück.
- Drahtschneiden
- Senkerodieren
- Mikroerodieren
- Individuelle Implantate
- Formenbau
So funkt es!
Bei EDM – electrical discharge machining oder zu Deutsch: Funkenerosion – wird über elektrische Entladungen Werkstoff abgetragen. In Frage kommen alle Materialien, die Strom leiten, wie Metalle und deren Legierungen, Karbide oder Graphite.
Das Verfahren arbeitet prinzipiell mit vier Elementen:
Jeder der 8000 bis 12 000 °C heißen Funken zwischen Elektrode und Werkstück reißt Mikrokrater aus dem abzutragenden Material.
Bei der Drahterosion schneidet eine Metalldraht-Elektrode die Konturen ins Material, bei der Senkerosion wird die Geometrie durch Einsenken eines vorgeformten Metallwerkzeugs reproduziert. Beide Varianten erzeugen spiegelblanke Konturen und Oberflächengüten von Ra=0,10.
Ihr Stichwort
Unsere Whitepaper-Empfehlung

Gewährleisten Sie Sterilität bei Medizinprodukten, wie Implantaten und OP-Material. Das Whitepaper von BGS Beta-Gamma-Service gibt Einblicke in den Ablauf, Vorteile, Validierungsschritte der Strahlensterilisation & wichtige Aspekte beim Wechsel des Sterilisationsverfahrens. Jetzt…
Teilen:





{kind=link}