

Gewindewirbeln | Gewinde in Produkte aus rostfreiem Stahl oder Titan einzubringen, ist eine Herausforderung. Ein Schweizer Lohnfertiger hat diesen Arbeitsgang mit speziellen Wirbelköpfen produktiver gestaltet.
Christian Thiele
Paul Horn, Tübingen
Paul Horn, Tübingen
Beim Schweizer Medizinproduktehersteller Ypsotec in Grenchen zieht sich das Merkmal Präzision wie ein roter Faden durch die Produktentstehung. Das stellt Pascal Thierwächter, Abteilungsleiter Drehen, und seine Mitarbeiter täglich vor Herausforderungen – beispielsweise beim Herstellen von Knochenschrauben.
Das Team hat seit vielen Jahren Erfahrungen mit der Fertigung medizinischer Produkte gesammelt, wobei das Wirbeln seit über zehn Jahren eine Rolle spielt. Im Dienste der Optimierung sind die Fachleute aber offen für neue Vorschläge, und so investierte das Unternehmen vor kurzem in zwei CNC-Langdrehautomaten Star SR-20R. Beide werden nur von ausgewählten Mitarbeitern bedient, die darauf Implantate herstellen. Sie programmieren die Arbeitsabläufe, bestücken die Maschine und richten sie ein und sind für die Qualitätssicherung verantwortlich.
Nach der Maschineninvestition sollte auch die Gewindeherstellung an sich optimiert werden. Die bis dato eingesetzten Wirbelwerkzeuge arbeiteten zwar zufriedenstellend, bei Schnittleistung und Standzeit haperte es aber noch. Auf der Suche nach Alternativen kontaktierte Pascal Thierwächter auch Mario Russo von Dihawag, der die Tübinger Paul Horn GmbH in der Schweiz vertritt. Bei Ypsotec war der Zerspanungsspezialist bekannt und empfahl für die Arbeitsgänge, die für Kosten und Qualität bei der Gewindeherstellung entscheidend sind, die Wirbelköpfe M302.
Wirbelköpfe passend zu den gängigen CNC-Langdrehern
Diese Gewindewirbelköpfe sind mit Schneidkreisdurchmessern von 5 bis 25 mm lieferbar, was zu den marktüblichen CNC-Langdrehern passt. Sie verfügen über sechs oder neun geschraubte VHM-Wirbelplatten (Gewindeprofilschneiden) mit je drei Schneiden und positiver Geometrie. Die Schneidplatte Typ 302 wird für ein- und zweigängige Gewinde eingesetzt. Mit ihr lassen sich Formtiefen bis 4,3 mm bei Schneidbreiten von 4,4 sowie 5,4 und 6,1 mm wirbeln. Für größere zweigängige Gewinde sind Schneidplatten des Typs 314 lieferbar. Die mit einer Profiltoleranz von ± 0,005 mm gefertigten Schneiden entsprechen dem Gewindeprofil. Die Wendeschneidplatten rotieren mit hoher Drehzahl und führen die Schnittbewegung aus. Dabei ist jeweils nur eine Schneide im Eingriff. Die C-Achse des Langdrehers dreht sich in gleicher Richtung mit niedriger, der Gewindesteigung angepasster Geschwindigkeit.
Die volle Gewindetiefe wird so in einem Durchgang erzeugt, wobei das Aufmaß des Ausgangsmaterials mit zerspant und der Außendurchmesser des Gewindes überschnitten wird. Ist die gewünschte Gewindelänge erreicht, fahren der Wirbelkopf radial und das Werkstück axial zurück.
Die Grundaufnahme des Wirbelkopfes wird mit der Wirbeleinheit des CNC-Langdrehers verschraubt, danach der ringförmige Schneidenträger mit den Schneiden eingesetzt und durch eine Überwurfmutter mit der Grundaufnahme verbunden. Dieser abziehbare Schneidenträger vereinfacht den Werkzeugwechsel.
Durch einen Schneidenwechsel außerhalb der Maschine können verschiedene Schneidenträger, passend für die zu produzierenden Gewinde, bereitgestellt und ohne nennenswerte Produktionsunterbrechung auf die Maschine genommen werden. Das Einstellen des Schneidkreises und der Gewindeprofilschneiden zueinander erfordert bei den anspruchsvollen Gewinden aus der Medizintechnik eine Rundlaufgenauigkeit von unter 0,005 mm.
Da beim Gewindewirbeln die Wirkstelle nahe an der Führungsbüchse des Langdrehers liegt, ist das Längen-Durchmesser-Verhältnis des Werkstücks weniger problematisch als beim Gewindedrehen oder -strehlen. Mit funktionsentscheidend ist jedoch die gezielte Ausrichtung der Kühlung. Da die Späne aus dem Bearbeitungsbereich herausgeschleudert werden, ist in der Mehrzahl der Fälle keine Hochdruckkühlung erforderlich. Bohremulsion reicht als Kühlschmiermittel aus.
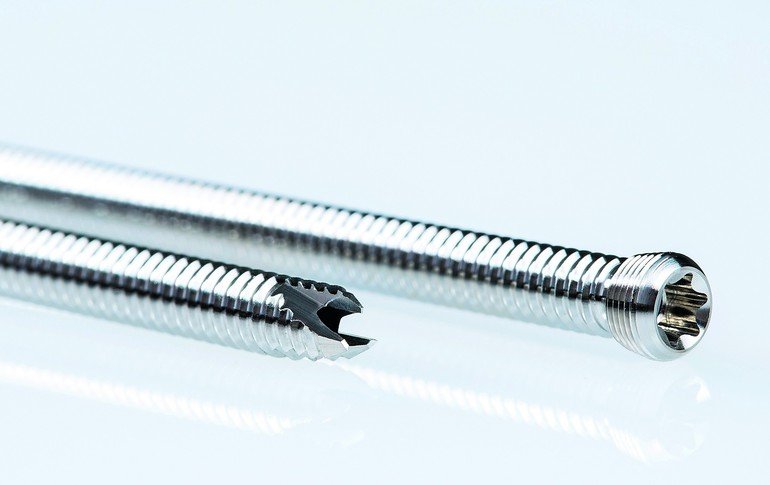
Um Knochenschrauben zwischen 10 und 95 mm Länge aus dem Werkstoff 1.4441 (X2CrNiMo18-15-3) und Titan G5 (Ti6Al4V) herzustellen, hatte sich bei Ypsotec im Vorfeld des Optimierungsprojektes ein Arbeitsablauf bewährt: Stirnseite abstechen, Spitze vordrehen, Schraubengewinde vorwirbeln, Anschnitt fräsen, Gewinde auf Länge fertig wirbeln, konisches Gewinde am Schraubenkopf strehlen, Torx-Schraubenaufnahme einstechen und fräsen. Der mittlere Durchmesser der so bearbeiteten Knochenschrauben beträgt 2,4 mm bis 4,5 mm, und bei der Herstellung waren schon Werkzeuge aus dem Programm von Horn und Dihawag im Einsatz.
Gespannt auf den Zuwachs an Leistung durch die Sonderform
Nach der Investition in die Langdreher waren die Ypsotec-Fachleute auf den Leistungszuwachs gespannt, den der Wirbelkopf M302 in Sonderausführung bringen sollte. Der Wirbelkopf mit sechs Wendeschneidplatten S302 ist für Schneidkreisdurchmesser bis 8 mm ausgelegt.
Die ersten Versuche liefen mit 50 mm langen Knochenschrauben und mit 3,7 mm Außendurchmesser. Sie sollten ein Gewinde mit 3,1 mm Kerndurchmesser und einer Steigung von 0,8 mm bei einer Toleranz von 0,05 mm erhalten.
Bei einer Drehzahl des Wirbelringes von 3978 min-1, einer Schnittgeschwindigkeit vc = 100 m/min am Werkstück und einem Vorschub pro Zahn von fz = 0,025 mm benötigte der Horn-Wirbelkopf mit Ölkühlung eine Zykluszeit von 73 s. Dabei wurde das Gewinde in einem Durchgang gewirbelt. Der mit diesen Parametern erreichte Standweg von 50 bis 55 m entspricht in etwa 1375 Knochenschrauben mit einer mittleren Länge von 40 mm.
Aufgrund der feinen Spanabnahme mit kurzen, definierten Spänen und dem geringen Schnittmoment besteht auch bei kleinen Durchmessern keine Gefahr durch Abscheren. Die gratarmen bis gratfreien Gewinde werden mit sehr hoher Genauigkeit und Oberflächengüte (Rz = 0,67 und Ra = 0,135 µm) hergestellt.
Die Tests erfüllten die Erwartungen der Ypsotec-Mitarbeiter. Laut Pascal Thierwächter hat der Horn-Wirbelkopf den Prozess um einiges beschleunigt – ein Resümee, dass sich auch nach dem inzwischen längeren Einsatz des Wirbelkopfes bestätigt hat. Dabei werde die geforderte Genauigkeit der Sonder-Gewindeprofile bis zum Ende des Standweges eingehalten. „Meine Mitarbeiter überzeugen vor allem die Gratfreiheit und die sehr hohe Prozesssicherheit“, sagt der Abteilungsleiter. „Sie können sich deshalb während des automatischen Ablaufes um andere Aufgaben kümmern, beispielsweise um das Einrichten von Wirbelringen für andere Knochenschrauben. Dadurch lassen sich die Laufzeiten der Drehautomaten nochmals deutlich erhöhen.“ ■
Unsere Whitepaper-Empfehlung

Teilen:





{kind=link}